Indian Standard IS 1367 is on technical supply conditions for threaded steel fasteners. There are many parts in this standard. Part numbers 3, 6, 7 and 14 are on mechanical properties and tests. Property class is used to give information about type of material and its properties. Information about these standards to show areas of their usefulness and mechanical properties of stainless steel fasteners is given in this article. For full detail / more information, please refer latest version of the standards.
Note:
In preparation of IS standards, considerable assistance has been derived from ISO Standards and hence they are similar to ISO Standards.
IS 1367, Part 3: Mechanical properties of fasteners made of carbon steel and alloy steel.
This standard covers the mechanical properties, methods of testing and acceptance of bolts, screws and studs with full loadability. This standard applies to bolts, screws and studs:
- with nominal diameters up to and including 39 mm,
- of ISO metric thread and with diameters and pitches according to IS 4218 and
- made of carbon steel or alloy steel.
Designation system and property classes
The designation system for property class of bolts, screws and studs is as shown below (Note: Only one property class is shown in the sketch as an illustration).
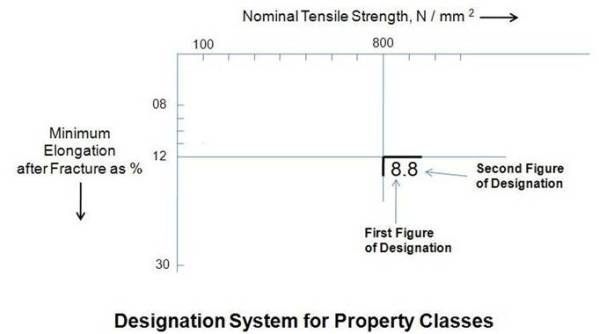
The abscissas show the nominal tensile strength values while the ordinates show those of the elongation after fracture.
The designation consists of two figures:
-
The first figure indicates 1/100 of the nominal tensile strength in N/mm2 and
-
The second figure indicates 1/10 of the ratio, expressed as a percentage, between nominal yield stress and nominal tensile strength.
The multiplication of these two figures will give 1/10 of the nominal yield stress in N/mm2.
Minimum yield stress and minimum tensile strength are equal to or greater than the nominal values.
Steel for the various property classes is as shown in the table blow.
| Property Class | Material and Treatment | Tempering Temperature ºC Minimum |
|---|---|---|
| 4.6 | Low or medium carbon steel | _ |
| 4.8 | ||
| 5.6 | ||
| 5.8 | ||
| 6.8 | ||
| 8.8 | Low carbon steel with additives (e.g. boron or Mn or Cr), quenched and tempered or | 425 |
| Medium carbon steel, quenched and tempered | 450* | |
| 9.8 | Low carbon steel with additives (e.g. boron or Mn or Cr), quenched and tempered or | 410 |
| Medium carbon steel, quenched and tempered | ||
| 10.9 | Low carbon steel with additives (e.g. boron or Mn or Cr), quenched and tempered or | 340 |
| Medium carbon steel, quenched and tempered or | 425 | |
| Medium carbon steel with additives (e.g. boron or Mn or Cr), quenched and tempered or | ||
| Alloy steel | ||
| 12.9 | Alloy steel | 380 |
*For size M20 and larger a temperature of 425 ºC may be used.
Note:
Property class 9.8 applies only to sizes up to 16 mm thread diameter and is included for information only and manufacture of products with this property class is to be discouraged.
The minimum tempering temperatures listed in above table are mandatory for property classes 8.8 to 12.9 in all cases.
Mechanical properties
Some of the important properties like tensile strength, Brinell hardness and elongation after fracture as % for various property classes are as under (for other properties like Rockwell and Vickers hardness, etc. please refer the standard).
| Clause No. | Mechanical Property | 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8≤ M16 | 8.8>M16 | 9.8 | 10.9 | 12.9 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 4.1 & 4.2 | Tensile strength,Rm, N/mm2, Nominal |
400 | 400 | 500 | 500 | 600 | 800 | 800 | 900 | 1000 | 1200 |
| Tensile strength, Rm, N/mm2, Minimum |
400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | |
| 4.4 | Brinell hardness HB Minimum | 114 | 124 | 147 | 152 | 181 | 219 | 242 | 266 | 295 | 353 |
| Brinell hardness HB Maximum | 209 | 238 | 285 | 319 | 342 | 362 | 412 | ||||
| 4.7 | Yield stress, ReL, N/mm2, Nominal |
240 | 320 | 300 | 400 | 480 | - | - | - | - | - |
| Yield stress, ReL, N/mm2, Minimum |
240 | 340 | 300 | 420 | 480 | - | - | - | - | - | |
| 4.8 | Stress at permanent set limit, Rp0.2, N/mm2, Nominal |
- | 640 | 640 | 720 | 900 | 1080 | ||||
| Stress at permanent set limit, Rp0.2, N/mm2, Minimum |
- | 640 | 660 | 720 | 940 | 1100 | |||||
| 4.9 | Stress under proof load, S, Sp/ReL Ratio of proof load stress and yield stress |
0.94 | 0.91 | 0.94 | 0.91 | 0.91 | 0.91 | 0.91 | 0.91 | 0.88 | 0.88 |
| Stress under proof load, S, N/mm2 | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 | |
| 4.10 | Elongation after fracture A5 % | 22 | 14 | 20 | 10 | 8 | 12 | 12 | 10 | 9 | 8 |
Tables for minimum ultimate tensile loads and proof loads for ISO metric coarse and fine threads are also given in the standard.
Minimum ultimate tensile load and proof load of a fastener can be calculated by multiplying nominal stress area of the fastener by minimum tensile strength and proof stress respectively from above table.
For ready reference tables showing nominal stress areas, minimum ultimate tensile loads and proof loads as per ISO 898 (IS 1367, part 3) are given in next article – Design Data for Threaded Fasteners.
Tests to be carried out and test methods for following tests are given in the standard.
- Tensile test for machined test pieces.
- Tensile test for full size bolts.
- Hardness tests.
- Proof load test for full size bolts.
- Test for strength under wedge loading of full size bolts and screws (Not Studs).
- Impact test for machined test pieces.
- Head soundness test (for bolts ≤ M16 and lengths too short for wedge load testing).
- Decarburization test.
- Surface integrity test – to be carried out as per IS 1367 Part 9.
In the preparation of this standard, considerable assistance has been derived from ISO 898/1- Mechanical properties of fasteners, Part 1 Bolts, screws and studs.
IS 1367, Part 6 and 7: Mechanical properties and test methods for nuts
Part 6 of the standard (IS 1367) covers the mechanical properties and methods of testing for nuts with specified proof load values made of carbon steel or low alloy steel.
Coarse threaded nuts with Nominal Heights ≥ 0.8d are designated by a number to indicate the maximum appropriate property class of bolts with which they may be mated. A bolt or screw of a particular property class assembled with the equivalent property class of nut in accordance with table-1 of the standard is intended to provide an assembly capable of being tightened to achieve a bolt tension equivalent to the bolt proof load or yield load with out stripping.
Thus, nut property class is the same as the first figure of the bolt designation.
Table-1 of the standard gives proof stress and Vickers Hardness values (mechanical properties) for various nominal sizes of nuts as per property class.
Coarse threaded nuts with Nominal Heights ≥ 0.5d and < 0.8d are designated as under.
| Property Class of Nut | Nominal proof load stress, N/mm2 | Test proof load stress, N/mm2 |
|---|---|---|
| 04 | 400 | 380 |
| 05 | 500 | 500 |
The requirements for nuts, which are not amenable to proof loading either due to their geometry or application, are covered in Part 7 of the standard (IS 1367 – 1980). The standard has specified hardness values (Vickers Hardness) for two property class (14H and 22H) of nuts.
The numerical part of the symbol represents 1/10 of the minimum Vickers hardness and the letter H in the symbol refers to hardness. Thus 14H represents minimum harness of 140 Vickers.
If female threads are tapped in one of the components to be fastened, the necessary length of thread will depend on the strength of the chosen material. The following rules of thumb will give an initial guide to the length of female thread for use with steel bolts:
- Steel – length at least equal to the major thread diameter.
- Cast Iron, brass or bronze – at least 1.5 times the major diameter.
- Aluminium or Zinc Alloys – at least twice the major diameter.
IS 1367, Part 14: Stainless steel threaded fasteners
This standard covers the requirements of bolts, screws, studs and nuts made from austenitic, ferritic and martensitic grades of corrosion – resistant stainless steels for nominal thread diameters from 1.6 up to 39 mm.
Designation system
The designation system of the stainless steel threaded fasteners is as shown below.
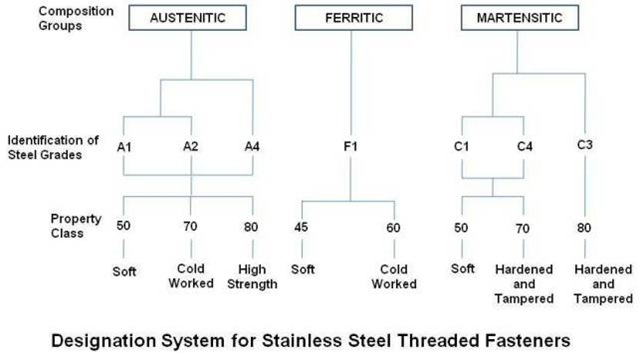
The steel grades and property classes are designated by a four – character identifier consisting of a letter followed by three digits. The letter indicates the general composition group of steels as follows.
A – for austenitic steels,
C – for martensitic steels and
F – for ferritic steels.
The first digit following the letter indicates the type of alloying element present for the particular Group A, C or F. A table (Table 2) is given in the standard giving % of alloying element present in each group and grade of material. The last two digits indicate the property class (metallurgical condition, tensile strength – 70 indicates tensile strength of 700 N / mm2 and so on).
Multiplying last two digits by 10 gives minimum tensile strength of the material for externally threaded fasteners and proof load stress for nuts in N / mm2.
Examples
A2 – 70 indicates: austenitic steel, cold worked, minimum 700 N / mm2 tensile strength.
C3 – 80 indicates: martensitic 16 % Cr Steel, hardened and tempered, minimum 800 N / mm2 tensile strength.
All austenitic steel fasteners are normally non-magnetic.
Austenitic steel fasteners of grades A2 and A4 shall not show any grain-boundary carbide network and shall be resistant to inter-crystalline corrosion test.
Grade A1 fasteners can also be supplied resistant to inter-crystalline corrosion subject to prior agreement with the manufacturer.
Acceptability tests and method for tests
Tests for acceptability and method for tests are given in the standard.
Tables are given showing mechanical properties. For externally threaded fasteners (bolts, screws and studs) values are given for tensile strength, stress at 0.2 % permanent strain, minimum elongation and hardness. For austenitic grade screws of M5 and smaller, breaking torque test is carried out and table is given for breaking torque values. Proof load stress values are given for nuts.
The nuts shall be capable of being fully loaded up to the proof load (specified minimum tensile strength of bolts of the same steel grade and property class) without thread stripping occurring.
Test methods are given for the following:
- Determination of tensile strength.
- Determination of stress at 0.2 % permanent strain.
- Determination of total extension at fracture.
- Determination of breaking torque.
- Proof load test for nuts.
- Hardness tests.
This standard is in conformity with ISO 3506 – Corrosion-resistant stainless steel fasteners.
Mechanical properties of stainless steel fasteners
For ready reference tables showing mechanical properties of stainless steel are reproduced below from web site of Bufab Stainless AB, Sweden.
Mechanical properties of Martensitic and Ferritic stainless steel fasteners:
(As per ISO 3506)
| Group | Grade | Property- class |
Bolts, screws and studs 3) | Nuts | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Tensile-strength Rm 1) N/mm² min. |
Stress at 0,2 % permanent strain Rp0,2 1) N/mm² min |
Elongation A_L 2) Min. |
Stress under Proof load Sp N/mm² min. 1) |
HV min. max. |
HB min. max. |
HRC min max. |
||||||
| Martensitic |
C1 C3 C4 |
50 70 110 7) 80 50 70 |
500 700 1100 800 500 700 |
250 410 820 640 250 410 |
0,2 d 0,2 d 0,2 d 0,2 d 0,2 d 0,2 d |
500 700 1100 800 500 700 |
- 220 350 240 155 220 |
- 330 440 340 220 330 |
- 209 - 228 147 209 |
- 314 - 323 220 314 |
- 20 36 21 - 20 |
- 34 45 35 - 34 |
| Ferritic |
F1 4) |
45 60 |
450 600 |
250 410 |
0,2 d 0,2 d |
450 600 |
135 180 |
220 285 |
128 171 |
209 271 |
- - |
- - |
Mechanical properties of Austenitic stainless steel fasteners:
(As per ISO 3506)
| Group | Grade | Property- class |
Dimension- range 5) |
Bolts, screws and studs 3) | Nuts 3) | ||
|---|---|---|---|---|---|---|---|
| Tensile-strength Rm 1) N/mm² min. |
Stress at 0,2 % permanent strain Rp0,2 1) N/mm² min |
Elongation A_L 2) Min. |
Stress under Proof load Sp N/mm² min. 1) |
||||
| Austenitic |
A1, A2 A3, A4 and A5 Pressure vessel |
50 70 80 Bumax 88 Bumax 88 Bumax 88 Bumax 109 |
≤ M39 ≤ M24 ≤ M24 ≤ M36 M6 – M24 ¼ – 1†UNC ≤ M20 |
500 700 800 800 800 800 1000 |
210 450 600 640 640 640 900 9) |
0,6 d 0,4 d 0,3 d 0,3 d 8 ) 0,4xd 0,4xd 0,2 d |
500 700 800 800 800 800 1000 |
1) All stress values are calculated and reported in terms of the nominal stress area of the thread and are valid for lengths ≥ 2,5xd.
2) The elongation is given in mm x nominal thread diameter (d)
3) Refers to test on finished products, not a prepared test piece.
4) Max. diameter for F1 = 16 mm.
5) Must be by agreement between user and manufacturer for property classes 70 and 80 above M24.
6) ISO 3506 specifies 50, 70 and 80. Bumax 88 and 109 are Bufab Stainless internal standard and not part of ISO 3506.
7) Hardened and annealed. Min annealing temperature = 275 ºC
8 ) Bumax 88 >M30 = 0,2xd
9) Bumax 109 ≥ M14 = 800
BUMAX® stainless steel
Bufab Stainless AB, Sweden makes stainless steel fasteners under brand name BUMAX®. Bufab Stainless is a member of the Bufab Group. The BUMAX® 88 and 109 fasteners are developed to achieve ultimate tensile and yield strength values in line with those of Steel-screws in class 8.8 and 10.9. They are made from austenitic stainless steels. Thus they are used where fasteners demand high strength in addition to corrosion resistance of austenitic stainless steel. They are very useful for marine application. For more information on stainless steel and BUMAX® fasteners, please refer their website. Address of their website is – http://www.bufab-stainless.se
For ready reference – table showing mechanical properties of non ferrous material as per DIN / ISO 8839
| Material | Nominal thread diameter mm | Tensile strength Rm N/mm2 |
Stress at permanent set limit Rp 0,2 N/mm2 | Percentage elongation after fracture A5 % | ||
|---|---|---|---|---|---|---|
| Symbol | Designation | over | to | min. | min. | min. |
| CU1 | E-Cu57/Cu-ETP | – | 39 | 240 | 160 | 14 |
| CU2 | CUZn37 | – | 6 | 440 | 340 | 11 |
| 6 | 39 | 370 | 250 | 19 | ||
| CU3 | CuZn39Pb3 | – | 6 | 440 | 340 | 11 |
| 6 | 39 | 370 | 250 | 19 | ||
| CU4 | CuSn6 | – | 12 | 470 | 340 | 22 |
| 12 | 39 | 400 | 200 | 33 | ||
| CU5 | CuNi1,5 Si | – | 39 | 590 | 540 | 12 |
| CU6 | CuZn40MnPb | 6 | 39 | 440 | 180 | 18 |
| CU7 | CuAl10Ni5Fe4 | 12 | 39 | 640 | 270 | 15 |
| AL1 | AIMg3 | – | 10 | 270 | 230 | 3 |
| 10 | 20 | 250 | 180 | 4 | ||
| AL2 | AIMg5 | – | 14 | 310 | 205 | 6 |
| 14 | 36 | 280 | 200 | 6 | ||
| AL3 | AISi1MgMn | – | 6 | 320 | 250 | 7 |
| 6 | 39 | 310 | 260 | 10 | ||
| AL4 | AlCuMgSi | – | 10 | 420 | 290 | 6 |
| 10 | 39 | 380 | 260 | 10 | ||
| AL5 | AIZnMgCu0,5 | – | 39 | 460 | 380 | 7 |
| AL6 | AIZn5,5MgCu | – | 39 | 510 | 440 | 7 |
| TI1 | TI 99,8 | – | 20 | 290 | 180 | 30 |
| TI2 | TiAI6V4 | – | 39 | 890 | 820 | 10 |
Cold formed bolts and nuts are primarily made of following materials:
- Brass = Ms 63 = Cu Zn 37
- Aluminium = AI Mg 3
- Kuprodur = Cu Ni 1,5 Si
Machined bolts and nuts are made of following materials:
- Brass = Ms 58 = Cu Zn 39 Pb3
- Aluminium = AI Mg Si 1
