Structural Bolts are designed for the connection of structural members. These bolts are of high tensile strength and are used in conjunction with high strength nuts and hardened steel washers in structural steelwork. Sometimes they are abbreviated to HSFG (high strength friction grip) bolts when they are tightened to a specified minimum shank tension so that transverse loads are transferred across the joint by friction between the plates rather than by shear across the bolt shank. Information about structural bolts application, product and dimensions standards, tensioning methods for slip critical connections, joint preparation and precaution for slip critical connections is given in this article.
Application
Structural Bolts are designed to be used with nuts and washers for the connection of structural members. The head of a heavy hex structural bolt is specified to be the same size as a heavy hex nut of the same nominal diameter, thus allowing a single size wrench or socket to be used on the bolt head and the nut. Structural bolts also have a shorter thread length so that the threads can be eliminated from the shear planes of the connection. There are two ways in which these bolts are used: Slip Critical Connections and Snug Tightened. The AISC (American Institute of Steel Construction) has published the “Specification for Structural Joints Using ASTM A325 or A490 Bolts” through RCSC (Research Council on Structural Connections), which describes tightening methods for joints using structural bolts. In many cases (e.g., bearing connections), bolts can be used in the snug tight condition. Snug tight is defined as the tightness that exists when all plies of a joint are in firm contact. It can normally be attained with a few impacts of an impact wrench or the full effort of an ironworker using an ordinary spud wrench. If full pretensioning is required, such as in slip critical (HSFG) connections, they are tightened to a load equal to 70% of the minimum tensile strength. Slip critical connections, rely on the friction between the steel plies being clamped together and the high clamp load of the structural bolt / nut to prevent any movement (or slip) of the joint.
Product and dimensions standards
Product and dimensions standards for structural bolts as per ANSI and IS are as under.
ANSI: ASTM A325, A325M, A490, A563, B 18.2.6 and B 18.2.3.7M
IS: 3757 and 1367, part 3.
ANSI Standards
ASTM A325, A325M, A490 and A563
ASTM A325 Bolts are typically supplied as plain or galvanized. They are available in two types, type 1 and type 3 (weathering steel). These bolts are heat-treated to a minimum tensile strength of 120 ksi up to 1” diameter, and 105 ksi over 1”. Dimensions are as specified for heavy hex structural bolts in ANSI/ASME B18.2.6 and threads are UNC (Unified Coarse) as per ANSI/ASME B1.1.
ASTM A325M Bolts are typically supplied as plain or galvanized. ASTM A325M Bolt is equivalent to the properties of an ASTM F568 Class 8.8 Bolt. These properties are essentially identical to Class 8.8 in ISO 898/1. A325M Bolts are produced to the dimensions for heavy hex structural bolts as specified in ANSI B18.2.3.7M. The threads are rolled as specified in ANSI B1.1.3M, to a metric coarse thread with Grade 6g tolerance.
ASTM A490 Bolts are supplied as plain (black) finish. These bolts are heat-treated to a tensile strength range of greater than 150 ksi. Dimensions are as specified for heavy hex structural bolts in ANSI/ASME B18.2.6 and threads are UNC (Unified Coarse) as per ANSI/ASME B1.1.
Type 3 fasteners are used primarily in outdoor structures where the steel is subject to corrosion. As the surface of the steel corrodes or rusts, instead of forming coarse, flaky rust, the type 3 material forms a fine-textured oxide coating that tightly adheres to the base metal. This oxide coating seals the surface of the base metal from further corrosion. The surface appears to be a uniform fine grained, deep brownish-red rust color. The protection of this oxide coating works well in moderate environments such as normal outdoor weather.
ASTM A325 and A490 type 1 bolts shall be used with nuts as per ASTM A 563 – type C, C3, D, DH, ASTM A194 – type 2, 2H and washers as per ASTM F436. ASTM A325 and A490 type 3 bolts shall be used with nuts as per ASTM A563 – type C3, DH3, and washers as per ASTM F436.
For slip critical (HSFG) connection application, these bolts shall be tightened to minimum value loads as under (Minimum values are equal to a load corresponding to 70% of the minimum tensile strength).
| Nominal Bolt Size (inches) | Tension load in 1000’s of Pounds (kips) | |||
|---|---|---|---|---|
| A325 Bolts | A490 Bolts | |||
| Minimum# | Minimum + 5% | Minimum# | Minimum + 5% | |
| 1/2 | 12 | 12.6 | 15 | 15.8 |
| 5/8 | 19 | 20.0 | 24 | 25.2 |
| 3/4 | 28 | 29.4 | 35 | 36.8 |
| 7/8 | 39 | 41.0 | 49 | 51.5 |
| 1 | 51 | 53.6 | 64 | 67.2 |
| 1-1/8 | 56 | 58.8 | 80 | 84.0 |
| 1-1/4 | 71 | 74.6 | 102 | 107.1 |
| 1-3/8 | 85 | 89.3 | 121 | 127.1 |
| 1-1/2 | 103 | 108.2 | 148 | 155.4 |
# Values of minimum tension load in 1000’s of Pounds (kips) as per RCSC Table 8.1
B18.2.6 – 2006 Fasteners for use in Structural Applications
This Standard covers the general and dimensional data for five products in the inch series recognized as American National Standard. These five structural products include: (a) Heavy Hex Structural Bolts: ASTM A 325 or ASTM A 490; (b) Heavy Hex Nuts: ASTM A 563; (c) Hardened Steel Washers; Circular, Circular Clipped or Beveled: ASTM F 436; (d) Compressible Washer-Type Direct Tension Indicators: ASTM F 959; (e) Twist-Off-Type Tension Control Structural Bolts: Heavy Hex and Round: ASTM F 1852.
B18.2.3.7M – 1979 Metric Heavy Hex Structural Bolts
This Standard covers the general and dimensional data for metric heavy hex structural bolts recognized as American National Standard.
IS Standards
IS 3757: Specification for High Strength Structural Bolts
IS 3757 covers the requirements for large series hexagon, high strength structural steel bolts in property classes 8.8 and 10.9 (as per IS 1367, part 3) and in the size range M16 to M36 with short thread lengths suitable for use in both friction-type and bearing-type structural steel joints.
These bolts shall be used with the appropriate nuts (as per IS 6623, having property classes 8 and 10 as per IS 1367) designed to provide an assembly with a high level of assurance against failure by thread stripping on over tightening and washers (as per IS 6649). IS 6649 covers the requirements for through hardened and tempered steel washers (Hardness: HRc 38-45). Threads shall be ISO metric as per IS 4218. Bolts and nuts threads shall have tolerance class of 6g and 6H respectively.
IS 4000 code of practice for high strength bolts in steel structures
This standard applies to high strength bolts used in both friction type and bearing type shear joints and for tension joints. This standard is complementary to IS 800, `Code of practice for general construction on steel'. Provisions not covered in this standard shall be conforming to IS 800.
This standard covers the requirements for the design, fabrication, assembly and inspection in all types of steel structures, of structural joints using high strength bolts conforming to IS 3757 – 1985 `High strength structural bolts' tensioned to the minimum bolts tension specified in this code.
Tensioning methods for slip critical connections
The AISC Research Council on Structural Connections, RCSC gives four appropriate methods to fully tension bolts for slip critical connections. They are:
- “Turn-of-Nut” method (where you turn the nut through a certain number of degrees to elongate the bolt).
- Use of alternative bolts (such as Twist-Off-Type Tension Control Structural Bolts).
- Load Indicating Washers (or DTI’s), and
- Calibrated torque wrench method.
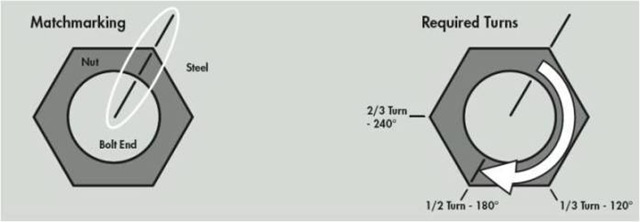
The “Turn-of-Nut” installation method is widely used to pretension bolts. In this method, after pre-installation verification testing, bolts are tightened in three steps.
- Snug-tighten the bolts in the joint.
- Match-mark the nut and protruding end of the bolt and
- Rotate the nut by the proper amount listed in the table below.
Nut Rotation from Snug-Tight Condition for Turn-of-Nut Pretensioninga,b
(RCSC Table 8.2 is reproduced below)
| Bolt Lengthc | Disposition of Outer Face of Bolted Parts | ||
|---|---|---|---|
| Both faces normal to bolt axis | One face normal to bolt axis, other sloped not more than 1:20d | Both faces sloped not more than 1:20 from normal to bolt axis d | |
| Not more than 4db | 1/3 turn | 1/2 turn | 2/3 turn |
|
More than 4db but not more than 8db |
1/2 turn | 2/3 turn | 5/6 turn |
|
More than 8db but not more than 12db |
2/3 turn | 5/6 turn | 1 turn |
a – Nut rotation is relative to bolt regardless of the element (nut or bolt) being turned. For required nut rotations of 1/2 turn and less, the tolerance is plus or minus 30 degrees; for required nut rotations of 2/3 turn and more, the tolerance is plus or minus 45 degrees.
b – Applicable only to joints in which all material within the grip is steel.
c – When the bolt length exceeds 12db, the required nut rotation shall be determined by actual testing in a suitable tension calibrator that simulates the conditions of solidly fitting steel.
d - Beveled washer not used.
Matchmakings and required turns are shown below.
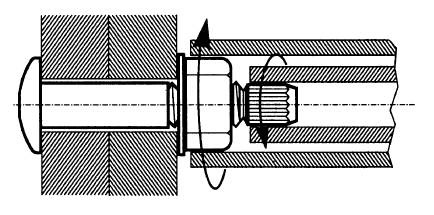
Pre-installation verification testing
A tension calibrator is a hydraulic device that indicates the pretension that is developed in a bolt that is installed in it. Such a device is an economical and valuable tool and it must be readily available whenever high-strength bolts are to be pretensioned. Skidmore-Wilhelm is one of the tension calibrator manufacturers- http://www.skidmore-wilhelm.com.
Pre-installation verification testing is carried out as under.
- Take 3 bolts of each diameter, length, grade and production lot; 3 washers of each diameter and production lot; and 3 nuts of each diameter, grade and production lot as they will be assembled.
- Assemble the first set of bolt-washer-nut combination into a tension calibrator.
- Snug the assembly using the same technique to be used in the structure.
- Match mark the nut, bolt and faceplate of tension calibrator.
- Apply the required rotation as listed in the above table for the assembly being tested.
- Verify that the tension on the tension calibrator’s dial gage is at least 5% more than the minimum bolt pretension as listed in the RCSC Table 8.1 given above (Minimum + 5% value).
- Record the tension achieved in a log book.
- Remove the assembly and repeat steps 2 through 7 until all three assemblies have been tested.
Hydraulic tension calibrators undergo a slight deformation during bolt pretensioning. Hence, when bolts are pretensioned the nut rotation corresponding to a given pretension reading may be somewhat larger than it would be if the same bolt were pretensioned in a solid steel assembly. Stated differently, the reading of a hydraulic tension calibrator tends to underestimate the pretension that a given rotation of the turned element would induce in a bolt in a pretensioned joint (This is the reason to read Minimum + 5% value in step 6 of Pre-installation verification testing). If the actual pretension developed in any of the fastener assemblies is less than 1.05 times that specified for installation and inspection as per RCSC Table 8.1, the cause(s) shall be determined and resolved before the fastener assemblies are used in the work.
Twist-Off-Type Tensioning of Structural Bolts
Tightening of Tru-Tension® fasteners is given below to explain tightening of bolts by this method.
Tru-Tension® Fasteners are designed to be installed with various types of lightweight portable electric wrenches specifically intended for use with this style of structural fastener. They can be utilized for any applications where A325 – Type I or Type III (weathering steel) and A490 bolts are specified. The installation tool has an inner socket which engages the spline tip of the bolt, while the outer socket engages the nut. The outer socket rotates the nut relative to the bolt spline, and when the tension is sufficient in the fastener, the spline tip simply twists-off, leaving the tightened bolt correctly installed in the connection.
Tightening of fasteners by load indicating washers (or DTI’s), and calibrated torque wrench methods will be covered in an article on tightening methods.
Joint preparation and precaution for slip critical connections
Take care of the following during installation.
Ensure that joint surfaces in contact are clean. The surfaces shall be free of paint or other applied finish, oil, dirt, loose rust, loose scale, burs and other defects which would prevent solid seating of the parts or would interfere with the development of friction between them. Tight mill scale is not detrimental.
No gasket or other flexible material shall be placed between the plies (ply is a single thickness of steel forming part of a structural joint).
Visually inspect the bolts, nuts and hardened washers for damage / cracks etc. and for the correct identification markings.
Align the holes in parts to be joined in such a way that they permit bolts to be placed freely in position. Driving of bolts is not permitted.
After snug tightening all bolts, pretensioning is carried out. Due to pretensioning a bolt, adjoining bolts may loose snug tightening condition. Snug tighten them again before pretensioning them.
Follow proper bolt tightening sequence.
For more information on specification for structural joints using ASTM A325 or A490 bolts by Research Council on Structural Connections (RCSC) please visit their website: http://www.boltcouncil.org
