An engineer is always curious to know how iron and steel are made. With this in mind, brief information about manufacture of iron and steel is given in this article.
Iron
Iron in an almost pure form is known as ingot iron. Ingot iron consists of,
Carbon: 0.012 percent
Manganese: 0.017
Phosphorus: 0.005
Sulphur: 0.025
Silicon: trace
Mechanical properties of ingot iron are,
Tensile strength: 40000 psi
Elongation in 2 in.: 40 percent
Hardness: 30 Rockwell B
Iron is an allotropic metal. It exists in more than one type of lattice structure depending upon temperature. Following figure is a cooling curve for pure iron showing various lattice structures at different temperatures.
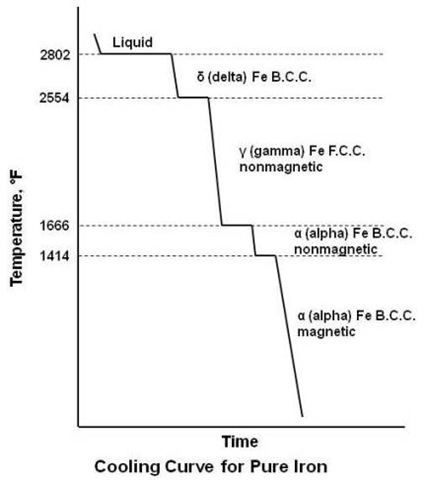
When iron first solidifies at 2802°F, it is in B.C.C. (body-centered cubic) δ (delta) form. As it is cooled, it changes to F.C.C. nonmagnetic γ iron, B.C.C. α ion – nonmagnetic and finally to B.C.C. α iron – magnetic. Originally, nonmagnetic α iron was called β iron until x-ray studies showed no change in lattice structure at 1414°F.
Since this magnetic transformation does not affect the heat treatment of iron-carbon alloys, it is not discussed in the iron-iron carbide equilibrium diagrams.
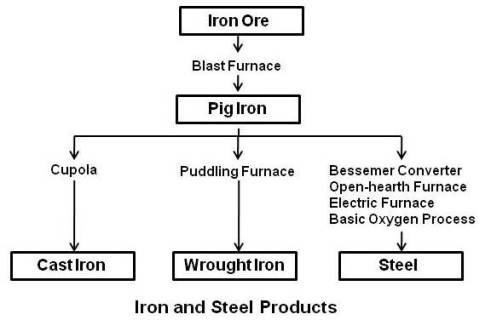
Iron and Steel Products
Pig iron is the raw material for all iron and steel products. Various iron and steel products are made from pig iron as shown below.
History of Iron Making
The Bloomery Iron Making Process
This is the process that started the Iron Age. It seems most likely that a lump of iron ore in a particularly hot fire lead to a strange material left in the embers of the fire. From this, the Bloomery Furnace developed. In this process, a mixture of iron ore and charcoal was burnt with the help of a blast of air from hand worked bellows.
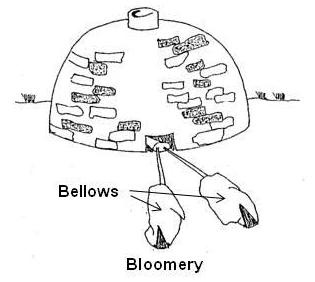
The output was typically a small lump of wrought iron of poor quality, but even this was enough to make an impact on history.
Iron Making by Blast Furnace
How the tower of the first blast furnace was developed may never be known but the associated process of iron making increase the volume of iron that could be smelted while also reducing the price. The first record of a blast furnace in the U.K. is in 1496.
Early furnaces were best located on sloping ground, close to a reliable stream. Water was used to drive the early bellow to create the drought, while the slope helped to provide a near level roadway onto the top of the furnace.
The key to the process is the removal of the oxygen from the iron ore and at the same time separating as many of the other impurities as possible.
Since the start of the 18th century the blast furnace has developed in a number of ways. Firstly coke was introduced as a fuel in place of charcoal, allowing the size of furnace to be increase (charcoal would collapse under the extra weight from a large furnace). Secondly the blast air was heated using heat recovered from the exhaust gases. Lastly, the coke and iron ore are now mixed and heated, producing sinter, before they are charged into the furnace.
Manufacture of Pig Iron
The name pig iron originated in the early days of iron ore reduction when the total output of the blast furnace was sand cast into pigs – a mass of iron roughly resembling a reclining pig.
Pig iron, produced in a blast furnace, is the first product in the process of converting iron ore into useful metal.
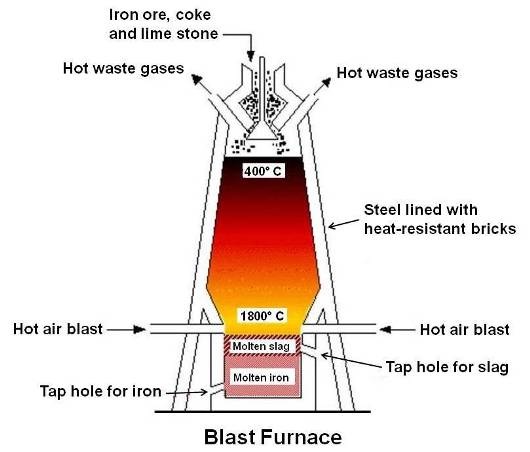
The Blast Furnace is a ceramic refractory lined tall reactor, used for the production of liquid iron called hot metal (pig iron). Iron oxide, present in the iron ore (haematite/hematite – Fe2O3, and magnetite – Fe3O4), is reduced inside the reactor by coke and carbon monoxide.
Coke is used for combustion to attain the high temperatures required for reduction. Coke on combustion generates carbon monoxide, which acts as the reducing agent and converts the iron oxides into molten iron.
Iron ore isn’t pure iron oxide – it also contains an assortment of rocky material and other impurities. This wouldn’t melt at the temperature of the furnace, and would eventually clog it up. Fluxes (usually limestone) are added to control the quality hot metal and to convert impurities into low melting slag which melts and runs to the bottom. Slag is used in road making (surfacing) and as “slag cement”. Ground slag is often mixed with portland cement.
Hot metal (pig iron) and Slag are removed periodically from the base of the furnace.
Hot metal produced in the blast furnace is sent to Basic Oxygen Furnace (BOF) for steel making or to pig casting machines for pig iron casting in ladles.
The hot metal is rich in carbon, manganese, phosphorus, sulphur and silicon, all of which contribute to the brittle nature of cast iron. The vastly superior properties of steel result from the reduction in the levels of these elements during the refining stages of steel making process.
After about 350 years, Blast Furnaces remain the only way to economically produce large quantities of iron.
Pig iron, the product of blast furnace has approximately the following composition.
Carbon: 3 to 4 percent
Manganese: 0.1 to 1
Phosphorus: 0.3 to 1.7
Sulphur: Under 1.0
Silicon: 1 to 3
Iron: Remainder
Pig iron is classified by chemical composition into three grades – Basic pig iron, Foundry pig iron and Ferroalloys.
Basic pig iron is used for steel making and is low in silicon (1.5% max.). It must be low in sulphur (0.04%) since it is an active impurity in steel and is not eliminated in the refining furnaces.
Foundry pig iron includes all the types that are used for the production of iron castings.
Ferroalloys are alloys of pig iron, each rich in one specific element. They are used as additives, in iron and steel industries to control or alter the properties of iron and steel. Ferromanganese (pig iron that contain 74 to 82% manganese) and Ferrosilicon (pig iron with 5 to 17% silicon content) are examples of ferroalloys.
Slag
The impurities in a molten pool of iron are called slag. Flux such as limestone is added to foster the congregation of undesired elements into a slag. Because slag is lighter than iron, it floats on top of the liquid metal and can be removed.
Coke
Coking coal is the coal (pure charcoal) which when heated in the absence of air, first melt, go in the plastic state, swell and resolidify to produce a solid coherent mass called coke.
Sintering
Iron ore fines are not suitable for use in the Blast Furnace. Sintering is a technology for agglomeration of iron ore fines into useful Blast Furnace burden material. In centering a green mix of carefully proportioned iron ore fines, fluxes and coke breeze is prepared in granular form in mixers. Heat generated through combustion within the mass itself produces large lumps of hot Sinter. This Sinter is cooled, sized and stored for use in the blast furnace.
Cast Iron
Cast iron is iron with high carbon content (above 2 to 4%). In most cases it is identical to pig iron and it is easily cast to almost any shape and melts at a lower temperature than other type of iron and steel. Cast iron is very runny when it is molten and doesn’t shrink much when it solidifies. It is therefore ideal for making castings – hence its name. Pig iron changes its name to cast iron when remelted. Pig iron partly refined in a cupola produces various grades of cast iron.
Cast iron is extremely hard and brittle due to high carbon content. It is widely used for numerous castings like drain covers, engine blocks and water pipes.
Cupola
A Cupola or Cupola furnace is a melting device used in foundries that can be used to melt cast iron, ni-resist iron and some bronzes. The cupola can be made to almost any practical size. The size of a cupola is expressed in diameters and can range from 6 inches to 13 feet. The overall shape is cylindrical and the equipment is arranged vertically, usually supported by four legs. The overall look is similar to a large smoke stack.
Wrought Iron
If all the carbon is removed from the iron to make it highly pure iron, it is known as wrought iron. Wrought iron is so named because it is worked from a bloom of porous iron mixed with slag and other impurities. The word “wrought” is an archaic past tense form of the verb “to work”. “Wrought iron” literally means “worked iron”.
Wrought iron is essentially a two-component metal (composite material) consisting of high-purity iron and slag. The slag is composed mainly of iron silicate. The small and uniformly distributed particles of slag exist physically separate in the iron. There is no fusion and any chemical or alloy relationship between the slag and the iron. As wrought iron is a composite material, its fracture surface shows fibrous structure as compared to crystalline or granular break in case of steel.
Wrought iron was originally produced from pig iron by the hand-puddling process, later by mechanical puddling, and since 1930 by the Byers or Aston process.
Regardless of the process, there are three essential steps in the manufacture of wrought iron as under.
1. Melt and refine the base metal.
2. Produce and keep molten a proper slag.
3. To granulate/disintegrate the base metal and mechanically incorporate with it desired amount of slag.
A typical wrought iron has the following composition.
Carbon: 0.06 percent
Manganese: 0.045
Phosphorus: 0.068
Sulphur: 0.009
Silicon: 0.101
Slag: 1.97
The mechanical properties of wrought iron are largely those of pure iron. Because of the nature of the slag distribution, however, tensile strength and ductility are greater in longitudinal direction or rolling direction than in the direction transverse to rolling. It is possible to improve strength of wrought iron by alloying.
Wrought iron possesses high resistance towards corrosion. This is attributed to the slag inclusions. When exposed to corrosive media, it is quickly coated with an oxide film. As corrosion continues, the slag fibers begin to function as rust resistors. The dense, uniform, initial oxide film is securely fastened to the surface of the metal by the pinning effect of the slag fibers and protects the surface from further corrosion.
Wrought iron is never cast. All shaping is accomplished by hammering, pressing, forging, etc. Wrought iron can be shaped and forge welded with ease. But it is soft and does not harden in the same way as steel. Before the development of effective methods of steel making (development of Bessemer and Siemens process) and the availability of large quantities of steel, wrought iron was the most common form of malleable iron. It was widely used in bridges, axles, ships plates and to make decorative gates and railings. Wrought iron is no longer produced on a commercial scale.
Hand-puddling process
In 1784 Henry Cort devised a method of producing wrought iron from cast iron using a coal fired puddling furnace also known as Reverberatory Furnace.
A Reverberatory Furnace as shown in the figure given below is a long low structure built out of fire bricks. The coal fired was at one end with the hearth between the fire and the chimney. The hearth was slightly dished with a roof that directed the smoke and flame from the fire well above the iron. By keeping the smoke and flame above the iron, no carbon from the fire came in contact with the iron. The principle advantage of this type of furnace was that poor quality fuel could be used without the risk of contamination of the material.
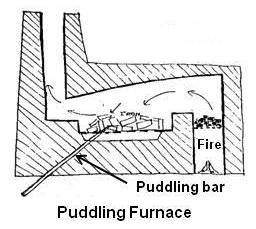
For making wrought iron, solid pig iron (cast iron) was heated vigorously in the hearth until it was all molten. The fire was then damped down and the iron stirred so as to bring as much as possible in contact with the air. As wrought iron has a higher melting point than pig iron, if the temperature in the furnace was correct the iron began to solidify as the carbon was removed. Eventually the wrought iron could be worked into a single lump of iron in the centre of the hearth. Although in theory this was wrought iron, it was not usable in this form because of the slag within the lump. For the wrought iron to be made usable, it was lifted from the furnace and forged using a ‘Shingling Hammer’. Finally it was rolled into bars or sheet.
Byers Process
In Byers process each step is separated and carried out in individual pieces of equipment.
The raw material of pig iron, iron oxide and silica are melted in cupolas. The pig iron is purified to a highly refined state in a bassemer converter. Iron silicate slag is made by melting together iron oxide and siliceous material in an open-hearth furnace.
In the next step, the base-metal is disintegrated and slag is incorporated in it. For this, the molten slag at about 2300°F is poured in the ladle of processing machine. Now the liquid refined iron (base-metal) at a temperature of about 2800°F is poured at predetermined rate in the processing machine containing molten slag. To ensure a uniform distribution of the refined metal into the slag, the processing machine is oscillated as well as moved forward and backwards. Since the slag is maintained at a temperature considerably lower than the freezing point of iron, the iron continuously and rapidly solidifies. The liquid iron contains large quantities of gases in solution, but when the metal solidifies, the gases are no longer soluble in it. This rpid solidification liberates the gases in the form of many small explosions of sufficient force to shatter the metal into small fragments which settle to the bottom of the slag ladle. Because of the noise of the explosions, this operation is called shotting.
Since the iron is at a welding temperature and because of the siliceous slag, these fragments stick together to form a sponge like ball of iron globules coated with silicate slag.
The excess slag is now poured off and the sponge ball is placed in a press. The press squeezes out the surplus slag and welds the cellular mass of slag-coated particles of plastic iron into a bloom. The bloom is reduced in cross section to a billet, which is reheated and rolled into plates, bars, rods, tubing, etc.
History of Steel Making
Cementation Steel
The first steel made was cementation steel. It is also know as blister steel. For making cementation steel, standard wrought iron bars were placed in the Cementation Furnace for conversion into cementation steel. The furnace was constructed from sandstone in the form of a large chest with a lid and was loaded with the iron bars placed in layers inter spaced with large quantities of high quality charcoal. When fully loaded, the lid was put in place and mortar was used to seal the chest. Heating was applied from a fire below the furnace where a coal fire was maintained from a pit. Heat was maintained for up to a week and a further week was taken for the chest to cool before being opened, emptied, and reloaded. During the long slow heating carbon from the charcoal was absorbed into the iron bars.
When removed from the furnace, the steel had a blistered appearance (thus the alternative name). These blisters contained steel with a high carbon content while the centre of the bars were still wrought iron with very little carbon, thus the blister steel was of little use until it had been processed further.
To make useful steel, the blister steel was heated and forged under a hammer such that the bar was folded over on its self. This resulted in ‘Shear Steel’. A second round of folding and hammering produced steel known as ‘Double Shear’, a better quality produce. Further rounds of folding and hammering produced still higher grades of steel.
Thus there was really no still until 1740. In that year Benjamin Huntsman devised a method of melting cementation steel and so produced reasonably consistent steel. Huntsman used crucible process for making steel.
Crucible Process
When Benjamin tried to produce small clock springs from cementation steel, he found that even the high quality steel made by repeatedly forging was still too crude and inconsistent to be used for his minute products. So he set out to produce truly high quality steel that was totally consistent throughout.
In order that the cementation steel is made into high quality steel, it needed to be melted and cast into ingots. This required a high temperature, in order to melt the steel, and isolation from the fire, so that the carbon content did not change. The solution was to break the blister steel bars into small lengths and to place them into a small cylindrical vessel made of fireclay, the crucible. After being fitted with a lid, the crucible was placed into a coke fire until the steel had completely melted. After removing from the fire, the crucible was tipped to empty the contents into molds. While crucible steel was of very high quality, it was also expensive as it could be made in small batches.
Bulk Production of Steel
It was Sir Henry Bessemer who made bulk production of steel possible in 1856 by making use of Bessemer Converter.
In 1857, Sir William Siemens introduced another method of bulk steel making, the Open Hearth process.
These two processes enabled steel to be developed at the expense of wrought iron.
Nowadays steel is produced mainly by the Oxygen Process or in the Electric Furnace.
Steel
Most of the molten iron from a Blast Furnace is used to make one of a number of types of steel. There isn’t just one substance called steel – they are a family of alloys of iron with carbon or various metals.
When iron is produced from the ore in a blast furnace, it is rich in carbon and also contains many impurities. To make steel, carbon content need to be decreased to desire level and concentrations of impurities be reduced much.
Steelmaking making processes are essentially the removal of the excess carbon, manganese, phosphorus, sulphur and silicon by chemical reaction, principally oxidation, under a slag whereby the excesses are transformed to the slag. The primary reaction is the removal of carbon to the specified level by oxidation.
Steel is made by the crucible, Bessemer converter, Siemens-Martin open hearth, basic oxygen (L D converter) and electric furnace processes.
The Huntsman crucible process has been superseded by the high frequency induction furnace. In this furnace the heat is generated in the metal itself by eddy currents induced by a magnetic field set up by an alternating current, which passes round water-cooled coils surrounding the crucible. Automatic circulation of the melt in a vertical direction, due to eddy currents, produces uniformity in the melt composition. An induction furnace can melt relatively small quantities (from 1.5 Kg to 12 tons) of a wide variety of metal and alloys quickly and cleanly. Consequently, these furnaces are being used to produce high quality steels in small quantities.
Acid and Basic Steels
The remaining methods for making steel do so by removing impurities from pig iron or a mixture of pig iron and steel scrap. The impurities removed, however, depend on whether an acid (siliceous) or basic (limey) slag is used. An acid slag necessitates the use of an acid furnace lining (silica); a basic slag, a basic lining (magnesia or dolomite) with lime in the charge.
In acid process, silicon, manganese and carbon only are removed by oxidation. Consequently the raw material must not contain phosphorus and sulphur in amounts exceeding those permissible in the finished steel.
In the basic processes, silicon, manganese, carbon, phosphorus and to some extent sulphur can be removed from the charge, but normally the raw material contains low silicon and high phosphorus contents. To remove the phosphorus the bath of metal must be oxidised to a greater extent than in the corresponding acid process, and the final quality of the steel depends very largely on the degree of this oxidation. Before deoxidisers (ferro-manganese, ferro-silicon, aluminium) remove the soluble iron oxide, other insoluble oxides are formed. If they are not removed from the melt, they produce non-metallic inclusions.
In the acid processes, deoxidation can take place in the furnaces, leaving a reasonable time for the inclusions to rise into the slag and so be removed before casting. Whereas in the basic furnaces, deoxidation is rarely carried out in the presence of the slag, otherwise phosphorus would return to the metal. Deoxidation of the metal frequently takes place in the ladle, leaving only a short time for the deoxidation products to be removed.
For these reasons acid steel is considered better than basic for certain purposes, such as large forging ingots and ball bearing steel. The introduction of vacuum degassing hastened the decline of the acid processes.
Bessemer converter Process
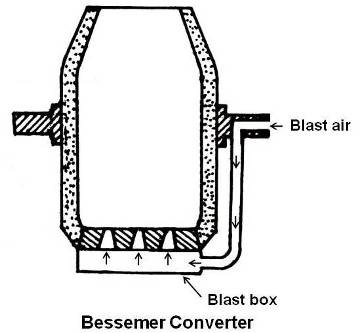
In both the Acid Bessemer and Basic Bessemer (or Thomas) processes molten pig iron is refined by blowing air through it in an egg-shaped vessel, known as a converter. A Bessemer converter is a large steel vessel that is supported on pivots. It has only one opening, in the top in the form of a spout. The flat bottom of the converter has a number of openings through which air is blown during the conversion process.
Open-hearth/Siemens-Martin Processes
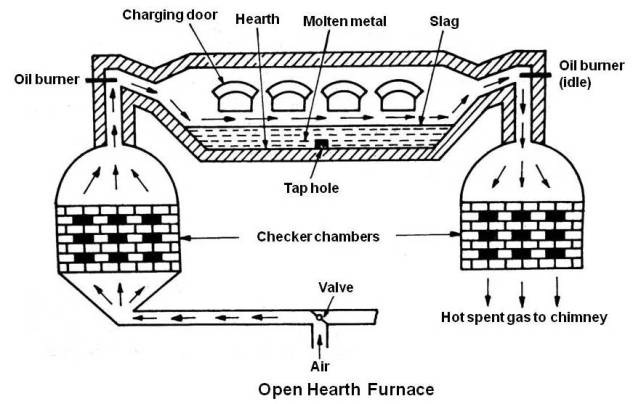
Open hearth furnaces are one of a number of kinds of furnace where excess carbon and other impurities are burnt out of pig iron to produce steel. Since steel is difficult to manufacture due to its high melting point, normal fuels and furnaces were insufficient and the open hearth furnace was developed to overcome this difficulty.
The furnace is named open-hearth probably because the steel when melted on a hearth under a roof is accessible through furnace doors for visual inspection and sampling.
The Siemens-Martin open-hearth furnace consists of upper and lower furnace. The top furnace is to melt the metal and the lower furnace is the regenerative chamber where the combustion air and the fuel gas are preheated. In this process, exhaust gases from the furnace are pumped into a chamber containing checker bricks, where heat is transferred from the gases to the bricks. The regenerators are alternatively heated by the waste gases. Through this process the temperature reaches up to 1800°C, which is high enough to melt steel.
Electric Arc Process
The heat required in this process is generated by electric arcs struck between carbon electrodes and the metal bath. Usually, a charge of graded steel scrap is melted under an oxidising basic slag to remove the phosphorus. The impure slag is removed by tilting the furnace. A second limey slag is used to remove sulphur and to deoxidise the metal in the furnace. This result in a high degree of purification and high quality steel can be made, so long as gas absorption due to excessively high temperatures is avoided. This process is used extensively for making highly alloyed steel such as stainless, heat-resisting and high-speed steels.
Oxygen Processes
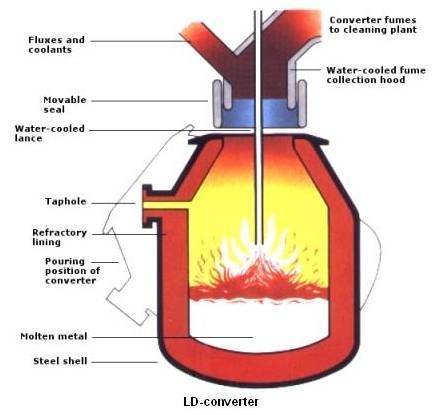
The first basic oxygen steel making process was developed in 1952. The LD-converter is named after place names Linz and Donawitz in the Austria where the process was first used successfully. The LD converter is a refined version of the Bessemer converter where blowing of air is replaced with blowing oxygen. In this process, high-pressure oxygen is blown at the molten pig iron using a water-cooled lance.
Now the LD process has replaced both the previously common Siemens-Martin process, also known as the open-hearth process and Bessemer process.
Impurities in the iron from the Blast Furnace include carbon, sulphur, phosphorus and silicon. These have to be removed to make steel. In basic oxygen process they are removed as explained below.
Sulphur is removed first in a separate process. Magnesium powder is blown through the molten iron and the sulphur reacts with it to form magnesium sulphide. This forms a slag on top of the iron and can be removed.
The still impure molten iron is mixed with scrap iron (from recycling) and oxygen is blown on to the mixture. The oxygen reacts with the remaining impurities to form various oxides.
The carbon forms carbon monoxide. Since this is a gas it removes itself from the iron! This carbon monoxide can be cleaned and used as a fuel gas.
Elements like phosphorus and silicon react with the oxygen to form acidic oxides. These are removed using quicklime (calcium oxide) which is added to the furnace during the oxygen blow. They react to form compounds such as calcium silicate or calcium phosphate which form a slag on top of the iron.
The refining process is completed when the desired carbon content is attained.
The steel produced in the basic oxygen furnace is sent to continuous casting or for ingot casting.
Continuous Casting
Continuous casting technique accounts for more than 60% of total liquid steel in the world. The main advantages of steel processing through continuous casting route are higher yield, lower energy consumption and elimination of primary mills.
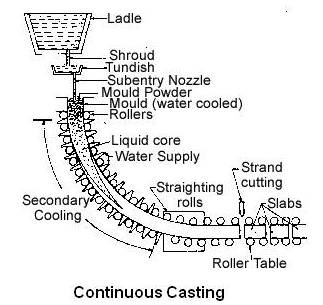
Steel from the BOF or electric furnace is poured into a tundish (a shallow vessel that looks like a bathtub) atop the continuous caster. As steel carefully flows from the tundish down into the water-cooled copper mold of the caster, it solidifies into a ribbon of red-hot steel. The shape of the mould defines the shape of the steel. Because of its liquid core, the strand must be carefully sprayed and cooled down with water. Rolls on all sides must also support it until it has completely solidified. At the bottom of the caster, torches or shears cut the continuously flowing steel to form slabs or blooms.
Continuous casting avoids the need for large, expensive mills for rolling ingots into slabs. Continuous cast slabs also solidify in a few minutes versus several hours for an ingot and intensive cooling leads to a homogeneous solidification microstructure with favorable technological properties.
Shapes of the Steel
In continuous casting, various shapes are cast as shown in the figure given below (reproduced from website of AISI – American Iron and Steel Institute) depending on the product end-use.
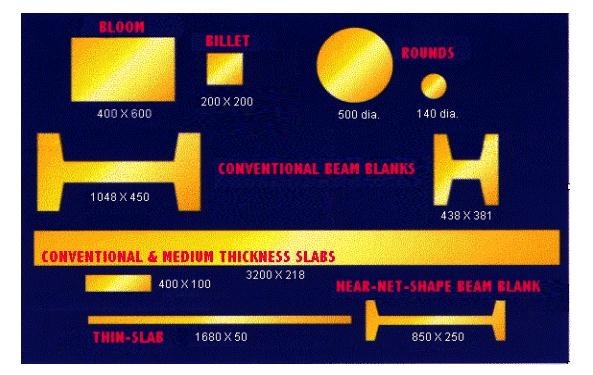
The cast shape substantially conforms to the finished product. The Near-Net-Shape cast section has most commonly been applied to beams and flat rolled products, and results in a highly efficient operation.
Meaning of various terms related with cast and finished products are given below.
Semi-finished Steel
Steel shapes, for example, blooms, billets, or slabs that later are rolled into finished products such as beams, bars, or sheet are known as semi-finished steel.
Ingot
A form of semi-finished type of metal. Liquid metal is poured into molds, where it slowly solidifies. Once the metal is solid, the mold is stripped. The 25 to 30 ton ingots are then ready for subsequent rolling or forging.
Bloom
A semi-finished steel form, with a rectangular cross-section that is more than 8 inches is known as bloom. This large cast steel shape is broken down in the mill to produce the familiar I-beams, H-beams, and sheet piling. Blooms are also part of the high-quality bar manufacturing process. Reduction of a bloom to a much smaller cross-section can improve the quality of the metal.
Billet
A semi-finished steel form that is used for making “long†products like bars, channels or other structural shapes is known as billet. A billet is different from a slab because of its outer dimensions. Billets are normally two to seven inches square.
Slab
This is the most common type of semi-finished steel. Traditional slabs measure ten inches thick and 30–85 inches wide (and average about 20 feet long). The output of the recently developed “thin-slab†casters is approximately two inches thick. Subsequent to casting, slabs are sent to the hot-strip mill to be rolled into coiled sheet and plate products.
Bars
Long steel products that are rolled from billets are called bars. Merchant bar and reinforcing bar (rebar) are two common categories of bars. Merchant bars include rounds, flats, angles, squares, and channels that are used by fabricators to manufacture a wide variety of products such as furniture, stair railings, and equipment. Rebar is used to strengthen concrete in highways, bridges, and buildings.
Structurals
Steel products that includes I-beams, H-beams, wide-flange beams, and sheet piling are known as structurals. These products are used in the construction of multi-story buildings, industrial buildings, bridge trusses, vertical highway supports, and riverbank reinforcement.
Plate
Sheet steel with a width of more than eight inches and a thickness ranging from one quarter of an inch to more than one foot is called a plate.
Sheet Steel
Thin, flat-rolled steel is known as sheet steel. It is created in a hot-strip mill by rolling a cast slab flat while maintaining the side dimensions. The malleable steel lengthens to several hundred feet as it is squeezed by the rolling mill. The most common differences among steel bars, strip, plate, and sheet are merely their physical dimensions of width and gauge (thickness).
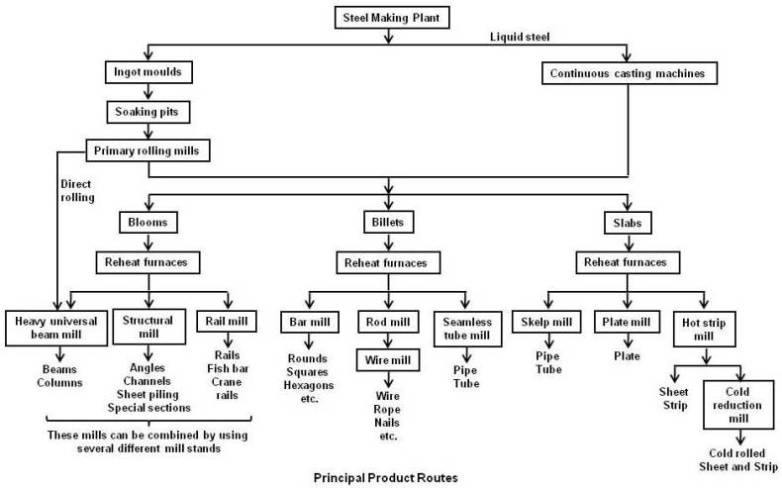
The figure given below shows how different products are made in a steel making plant
Killed Steel
During steel-manufacturing processes, combination of carbon and oxygen takes place to form a gas. If the oxygen is not removed before or during casting, the gaseous products continue to evolve during solidification resulting in porosity. If no gas is evolved, the steel is called “killed” because it lies quietly in moulds. Symbol K stands for killed steel.
To make killed steel, it is completely deoxidized by the addition of deoxidizer before casting. Common deoxidizing agents are aluminium, ferrosilicon and manganese. Killed steel is generally used when a homogeneous structure is required in the finished steel.
There are number of applications for killed steel, and certain grades of steel must be killed in order to meet materials standards. Commonly killed steels include alloy steels, stainless steels, heat resisting steels, steels with a carbon content greater than 0.25%, steels used for forgings and structural steels with a carbon content between 0.15 to 0.25%.
Effect of Small Quantities of Other Elements in Steel
Commercial plain carbon steels contain small quantities of other elements besides iron and carbon as part of the normal composition. Elements such as sulphur (S), phosphorus, (P), nitrogen (N) and hydrogen (H) usually have an adverse effect on the engineering properties of steel and during steel production, measures are taken to reduce their contents. Effect of sulfur, manganese phosphorus and silicon on properties of steel is discussed below.
Sulfur
In commercial steel sulfur is generally kept below 0.05 percent. Sulfur combines with iron to form iron sulfide (FeS). Iron sulfide forms a low-melting-point eutectic alloy with iron which tends to concentrate at the grain boundaries. When steel is forged or rolled at elevated temperatures, the steel becomes brittle or hot-short, due to the melting of the iron sulfide eutectic which destroys the cohesion between grains, allowing cracks to develop.
In the presence of manganese, sulfur tends to form manganese sulfide (MnS) rather than iron sulfide. The manganese sulfide may pass out in the slag or remain as well-distributed inclusions throughout the structure. It is recommended that the amount of manganese be 2 to 8 times the amount of sulfur.
In the free-machining steels, the sulfur content is increased to between 0.08 and 0.35 percent. The improvement in machinability is due to the presence of more numerous sulfide inclusions which break up the chips, thus reducing tool wear.
Manganese
Manganese is present in all commercial plain carbon steels, in the range of 0.03 to 1.00 percent. The function of manganese is to counteract the ill effects of sulfur discussed above. When there is more manganese present than the amount required to form MnS, the excess combines with some of the carbon to form the compound Mn3C which is found associated with the iron carbide, Fe3C, or cementite. Manganese also promotes the soundness of steel casting through its deoxidizing action on liquid steel.
Phosphorus
The phosphorus content is generally kept below 0.04 percent. This small quantity tends to dissolve in ferrite, increasing slightly its strength and hardness. In some steels 0.07 to 0.12 percent phosphorus seems to improve cutting properties. In large quantities, phosphorus reduces ductility, thereby increasing the tendency of the steel to crack when cold worked, making it cold-short.
Silicon
Most commercial steels contain between 0.05 and 0.3 percent silicon. Silicon dissolves in ferrite, increasing the strength of steel without greatly decreasing the ductility. It promotes the deoxidation of molten steel through the formation of silicon dioxide, SiO2, thus tending to make for greater soundness in casting.
