Numerous industrial applications require a hard wear-resistant surface called the case, and a relatively soft, tough core. This is achieved by case hardening. Information above various case hardening methods is given in this article.
There are five principal methods of case hardening as under.
1. Carburizing
2. Nitriding
3. Cyaniding and carbonitriding
4. Flame hardening
5. Induction hardening.
The first three methods change the chemical composition, carburizing by the addition of carbon, nitriding by the addition of nitrogen and cyaniding/carbonitriding by the addition of both carbon and nitrogen. The last two methods do not change the chemical composition of the steel and are essentially shallow-hardening methods. In flame and induction hardening the steel must be capable of being hardened and therefore, the carbon content must be about 0.30 percent or higher.
Carburizing
The purpose of carburizing is to provide a hard surface on normally unhardenable steels. In this method, low carbon steel, usually 0.20 percent carbon or lower is placed in an atmosphere that contains substantial amount of carbon monoxide.
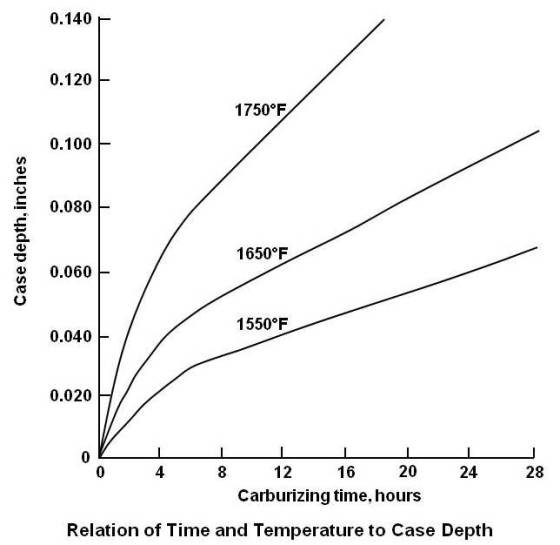
The usual carburizing temperature is 1700°F. At this temperature, the maximum amount of carbon that can be dissolved in austenite can be found out from the Acm line of the iron-iron carbide equilibrium diagram. Therefore, very quickly, a surface layer of high carbon (about 1.2 percent) is built up. Since the core is of low carbon content, the carbon atoms trying to reach equilibrium will begin to diffuse inward. The rate of diffusion of carbon in austenite, at a given temperature, is dependent upon the diffusion coefficient and the carbon concentration gradient. Under known and standard operating conditions, with the surface at fixed carbon concentration, the form of carbon gradient may be predicted, with reasonable accuracy, as a function of elapsed time. After diffusion has taken place for the required amount of time depending upon the case depth desired, the part is removed from the furnace and cooled.
There is no technical limit to the depth of hardening with carburizing techniques, but it is not common to carburize to depths in excess of 0.050 in. The carburizing time is between 4 to 10 hours. The relation of time and temperature to case depth is shown in the figure given below.
All of the carburizing processes (pack, gas, liquid) require quenching from the carburizing temperature or a lower temperature or reheating and quenching. Parts are then tempered to the desired hardness.
Commercial carburizing may be carried out by means of pack carburizing, gas carburizing and liquid carburizing.
Pack Carburizing
In pack carburizing, the work is surrounded by a carburizing compound in a closed container. The container is heated to the proper temperature for the required amount of time and then cooled slowly.
Commercial carburizing compounds usually consist of hardwood charcoal, coke and about 20 percent of barium carbonate. Barium carbonate promotes the formation of carbon dioxide (CO2). This gas in turn reacts with the excess carbon in the charcoal to produce carbon monoxide, CO. Carbon monoxide reacts with the low-carbon steel surface to form atomic carbon which diffuses into the steel. The carburizing compound is in the form of coarse particles or lumps so that when the cover of the container is sealed, sufficient air is trapped inside to form carbon monoxide. The carburizing process does not harden the steel. It only increases the carbon content to some predetermined depth below the surface to a sufficient level to allow subsequent quench hardening.
It is difficult to quench the part immediately, as the sealed pack has to be opened and the part removed from the pack. Due to this, the entire pack is cooled slowly and the part is subsequently hardened and tempered.
This method is efficient and economical for individual processing of small lots of parts or of large, massive parts. However it is not well suited to the production of thin carburized cases that must be controlled to close tolerances. Because of inherent variation in case depth, the method is not used on work requiring a case depth of less than 0.030 in. and tolerances are at least 0.010 in.
Gas Carburizing
An endothermic gas atmosphere can be prepared by reaction of relatively rich mixture of air and hydrocarbon gas (usually natural gas) in an externally heated generator in the presence of a nickel catalyst. The gas produced consists of 40 percent nitrogen, 40 percent hydrogen and 20 percent carbon monoxide.
In gas carburizing, the steel is heated in contact with carbon monoxide and/or a hydrocarbon which is readily decomposed at carburizing temperature. The hydrocarbon may be methane, propane or natural gas. Commercial practice is to use a carrier gas, such as obtained from an endothermic generator and enrich it with one of the hydrocarbon gases.
This method allows the surface carbon to be reduced to any desired value by using a diffusion period, during which the gas is turned off but temperature maintained.
In this method, it is possible to directly quench the part after carburizing.
Most carburizing gases are flammable and controls are needed to keep carburizing gas at 1700oF from contacting air (oxygen).
Liquid Carburizing
In this method, the material is placed in a bath of molten cyanide so that carbon will diffuse from the bath into the metal and produce a case comparable with one resulting from pack or gas carburizing. Liquid carburizing can be differentiated from cyaniding by the case produced. In cyaniding, the case is higher in nitrogen and lower in carbon. The reverse is true in the case of carburizing.
Cases as deep as 0.025 in can be produces by this method. Compared to this, cyanide cases are seldom to a depth greater than 0.010 in.
Cycle times for liquid cyaniding is much shorter (1 to 4 hours) than gas and pack carburizing processes.
The other advantage of this method is freedom from oxidation and sooting.
In general, the method is suitable for small and medium size parts as it is difficult to process large parts in a salt bath.
However, as cyanide salts are poisonous, this method requires careful attention and the parts must be thoroughly washed after heat treatment to prevent rusting.
Nitriding
The steel is usually hardened and tampered between 1100 and 1300°F to produce a sorbitic structure of maximum core toughness and then nitrided.
In this process, nitrogen is diffused into the surface of the steel being treated. The effectiveness of this process depends on the formation of nitrides in the steel by reaction of nitrogen with certain alloying elements. Aluminium, chromium and molybdenum are the major nitride-forming alloying elements. The reaction of nitrogen with the steel causes the formation of very hard iron and alloy nitrogen compounds. The resulting nitride case is harder than carburized steels. The advantage of this process is that hardness is achieved without the oil, water or air quenching. As an added advantage, hardening is accomplished in a nitrogen atmosphere which prevents scaling.
The parts to be nitrided are placed in an airtight container through which the nitriding atmosphere is supplied continuously. Nitriding temperature is below the lower critical temperature of the steel and it is set between 925°F and 1050°F. The nitrogen source is usually ammonia (NH3). At the nitriding temperature the ammonia dissociates into nitrogen and hydrogen.
A nitrided case consists of two distinct zones. In the outer zone, nitride forming elements, including iron, gets converted to nitrides. This region, which varies in thickness up to a maximum of about 0.002 inch, is commonly known as the “white layerâ€. In the zone below this white layer, alloy nitrides only have been precipitated.
The white layer is brittle and tends to chip from the surface if its thickness is more than 0.0005 inch. If the layer is thick, it is removed by lapping after nitriding.
Two stage gas-nitriding processes is used to reduce the thickness of this white layer.
Hardest cases, approximately RC 70 are obtained with aluminium alloy steels known as Nitralloys. These are medium carbon steels containing chromium and molybdenum also. For application where lower hardness is acceptable, medium carbon steels containing chromium and molybdenum (AISI 4100 and 4300 series) are used. Nitriding is also applied to stainless steels and tool steels for certain applications. However, corrosion resistance of stainless steel is reduced considerably by nitriding.
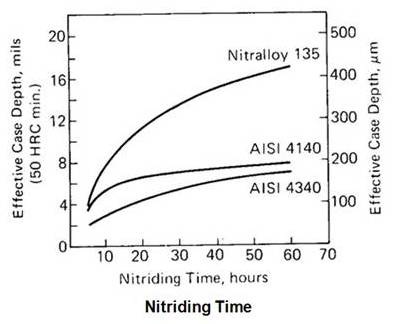
The nitriding cycle is quite long depending upon the desired case depth. Nitriding time for some steels is shown in the figure given above.
Nitriding is used extensively for aircraft engine parts like cams, cylinder liners, valve stems, shafts and piston rods.
Cyaniding and carbonitriding
Cases that contain both carbon and nitrogen are produced in liquid salt baths (cyaniding) or by use of gas atmosphere (carbonitriding). The temperatures used are generally lower than those used in carburizing, between 1400 and 1600°F. Exposure is for a shorter time and thinner cases are produced, up to 0.010 in. for cyaniding and up to 0.030 in. for carbonitriding.
Since nitrogen increases the hardenability, carbonitriding the less expensive carbon steels for many applications will provide properties equivalent to those obtained in gas-carburized alloy steels.
It has also been found that the resistance of a carbonitrided surface to softening during tempering is markedly superior to that of a carburized surface.
Cyaniding
In cyaniding, the proportion of nitrogen and carbon in the case produced by a cyanide bath depends on both composition and temperature of the bath, the temperature being the most important. Nitrogen content is higher in baths operating at lower end of temperature range.
Generally, carbon content of the case is lower than that produced by carburizing, ranging from about 0.5 to 0.8 percent. The case also contains up to about 0.5 percent nitrogen, therefore, file-hard cases can be obtained on quenching in spite of the relatively low carbon content.
This process is particularly used for parts requiring a very thin hard case, such as screws, small gears, bolts and nuts.
Carbonitriding
Carbonitriding is a case hardening process in which a steel is heated in a gaseous atmosphere of such composition that carbon and nitrogen are absorbed simultaneously. Actually carbonitriding is a modification of carburizing process. This process is also known as dry cyaniding, gas cyaniding and nicarbing. The atmospheres used in carbonitriding generally comprise a mixture of carrier gas, enriching gas and ammonia. At the furnace temperature, the added ammonia (NH3) breaks up or dissociates to provide the nitrogen to the surface of the steel.
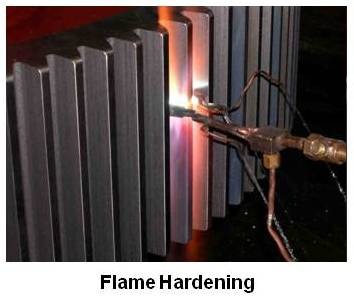
Flame Hardening
In this method, selected areas of the surface of a steel are heated into the austenite range and then quenched to form martensite. Therefore, it is necessary that the steel is capable of being hardened. Generally, steel for flame hardening have 0.3 to 0.6 percent carbon. After quenching, the part should be stress-relieved by heating in the range of 350 to 400°F and air cooled.
In flame hardening, heat may be applied by an oxyacetylene torch as shown in the figure given below or it may be a part of an elaborate setup which automatically carries out different tasks like heating, quenching and indexing.
Depth of the hardness zone may be controlled by an adjustment of the flame intensity, heating time, or speed of travel. Skill is required in adjusting and handling manually operated equipment to avoid overheating the work because of high flame temperature. Overheating can result in cracking after quenching and excessive grain growth in the region just below the hardened zone.
The hardened zone is generally much deeper than that obtained by carburizing, ranging from 1/8 to 1/4 inch in depth. Thinner cases of the order of 1/16 inch can be obtained by increasing the speed of heating and quenching.
The main advantages of flame hardening are adaptability and portability. The equipment can be taken to the job and adjusted to treat only the area which requires hardening. Parts too large to be placed in a furnace can be handled easily and quickly with the torch. Another advantage is the ability to treat components after machining since there is little scaling. The main disadvantages are the possibility of overheating and thus damaging the part and difficulty in producing hardened zones less than 1/16 inch in depth.
Laser Beam Hardening
Laser beam hardening is another variation of flame hardening. A phosphate coating is applied over the steel to facilitate absorption of the laser energy. The selected areas of the part are exposed to laser energy. This causes the selected areas to heat. By varying the power of the laser, the depth of heat absorption can be controlled. The parts are then quenched and tempered.
Induction Hardening
Induction hardening depends for its operation on localized heating produced by currents induced in a metal placed in a rapidly changing magnetic field.
The operation resembles a transformer in which the primary or work coil is composed of several turns of copper wire and the part to be hardened is made the secondary of a high-frequency induction apparatus. Work coil of different designs are used to suit different types of heating requirements like external heating, internal heating, etc.
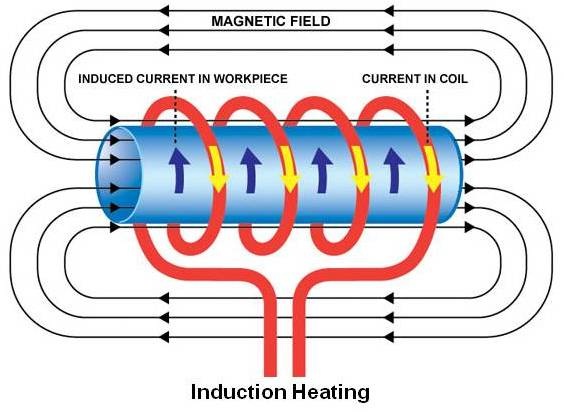
As shown in the figure given above, when high-frequency alternating current passes through the work coil, a high-frequency magnetic field is set up. This magnetic field induces high-frequency eddy currents and hysteresis currents in the metal work piece. Heating results from the resistance of the metal to passage of these currents. The high-frequency induced currents tend to travel at the surface of the metal. This is known as skin effect. Therefore, it is possible to heat a shallow layer of the steel without heating the interior. However, heat applied to the surface tends to flow towards the center by conduction, and so time of heating is an important factor in controlling the depth of the hardened zone.
Depending on the frequency and amperage, the rate of heating as well as the depth of heating can be controlled. The range of frequencies commonly used is between 10,000 and 500,000 Hz. The case obtained by induction hardening is similar to that obtained by flame hardening, and thinner cases are possible.
Selecting the Right Surface Hardening Method
Carburizing is the best method for low carbon steels.
Nitriding is a lower distortion process than carburizing but it can be used for certain type of steels such as chromium-molybdenum alloy steels or Nitralloy-type steels.
Flame hardening is preferred for heavy cases or selective hardening of large machine components.
Induction hardening works best on parts small enough and suitable in shape to be compatible with the induction coil.
