Stainless steels are used for corrosion and heat resisting applications. Stainless steel is an alloy of iron with a minimum of 10.5% chromium. Chromium produces a thin layer of oxide on the surface of the steel known as the passive layer. This prevents any further corrosion of the surface and heals itself in the presence of oxygen. This property is not evident in the low-chromium structural steels previously discussed in the article on alloy steels and is apparent only when the chromium content exceeds about 10 percent. Increasing the amount of chromium gives an increased resistance to corrosion. Since stainless steels contain relatively large amounts of chromium, the iron-chromium-carbon alloys belong to a ternary system. Stainless steel also contains varying amounts of carbon, silicon and manganese. Other elements such as nickel and molybdenum may be added to impart other useful properties such as enhanced formability and increased corrosion resistance. Information about classification of stainless steels and types of stainless steels is given in this article.
Classification of Stainless Steels as per AISI
For stainless steels, the system established by the AISI is not based on composition, but on microstructure. Thus, the stainless steels are classified as austenitic, ferritic, martensitic, duplex, and precipitation-hardening types.
AISI has established a three numeral numbering system to classify stainless steels. The last two numerals have no particular significance, but the first numeral indicates the group as follows.
| Series Designation | Groups |
|---|---|
| 2xx | Chromium-nickel-manganese; nonhardenable, austenitic, nonmagnetic |
| 3xx | Chromium-nickel; nonhardenable, austenitic, nonmagnetic |
| 4xx | Chromium; hardenable, martensitic, magnetic |
| Chromium; nonhardenable, ferritic, magnetic |
Nickel (plus carbon, manganese, and nitrogen) promotes the formation of austenite, and chromium (plus silicon, molybdenum, and niobium) encourages the formation of ferrite so the structure of stainless steels can be largely predicted on the basis of their chemical composition.
The system is not as clearly organized as the AISI/SAE system for plain carbon steels, because the number designations overlap. For example, within the 4xx series, 405 and 409 designate ferritic stainless steels, while 403 and 410 designate martensitic stainless steels; within the 3xx series, 321 and 330 designate austenitic stainless steels, and 329 designates a duplex stainless steel. Therefore, one must be aware that the system for stainless steels is somewhat inconsistent.
Types of Stainless Steels as per AISI
As mentioned earlier, stainless steels are divided into 5 types as under.
Austenitic
These stainless steels have a microstructure of austenite (FCC – face centered cubic crystal structure) at room temperature. Austenitic stainless steel (such as the popular type 304) has been called 18/8 stainless steel, because it contains nominally 18% Cr and 8% Ni. There are 30 compositional variations in the standard austenitic stainless steels, and a summary of the family relationships is shown in the figure given below.
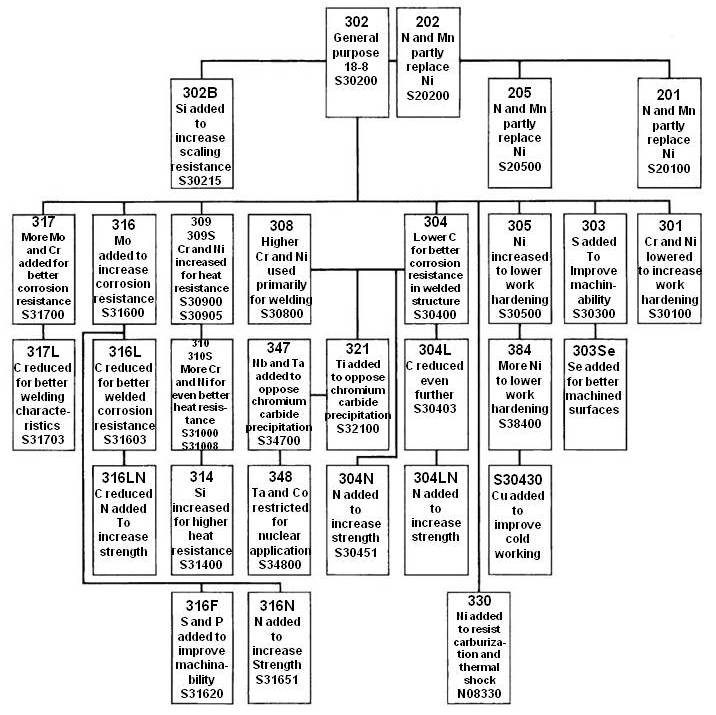
All the austenitic stainless steels are essentially chromium-nickel alloys. The chromium varies between 15 and 24% and the nickel between 3 and 22%. The total content of chromium and nickel in these steels is at least 23 percent. The family is derived from two basic, general-purpose alloys, types 302 and 202. The type 302 expands into 26 other types (chromium-nickel stainless steels, series 3xx) with specific compositional variations to impart particular properties, for example, better weldability, increased strength, increased heat resistance, better corrosion resistance, and improved machinability (For example, lowering the carbon content to 0.08 percent maximum led to type 304 with improved weldability and decreased tendency towards carbide precipitation). The type 202 is limited to only three types (chromium-nickel-manganese stainless steels, series 2xx) and was designed to replace nickel, a rather expensive alloying element, with nitrogen and manganese.
These types are essentially nonmagnetic in the annealed condition and do not harden by heat treatment. They can be hot-worked readily and can be hardened by cold-working whilst retaining a useful level of ductility and toughness. Cold-working develops a wide range of mechanical properties and the steel in this condition may become slightly magnetic. The austenitic type of steels offers the most resistance to corrosion in the stainless types, owing to its substantial nickel content and higher levels of chromium.
Standard austenitic steels are vulnerable to stress corrosion cracking. Higher nickel austenitic steels have increased resistance to stress corrosion cracking. Superior performance in very low-temperature services is additional feature of these type of steels. The two most common types are 304 (the most widely specified stainless steel, providing corrosion resistance in numerous standard services) and 316 (similar to 304, with molybdenum added, to increase opposition to various forms of deterioration). Austenitic steels are used for cooking utensils, food processing equipment, exterior architecture, equipment for the chemical industry, truck trailers, and kitchen sinks.
Through the range of temperatures 800-1500ºF, chromium carbides form along the austenite grains. This causes depletion of chromium from the grains resulting in decreasing the corrosion protective passive film. This effect is called sensitization. It is particularly important in welding of austenitic stainless steels.
The 0.08% max C allowed in types 304 and 316 leaves stainless steel vulnerable to intergranular corrosion when welded. The heat of welding is sufficient for chromium to combine with carbon and precipitate at grain boundaries in the zone alongside the weld, referred to as the heat affected zone (HAZ). The chromium that precipitates as chromium carbide leaves a zone adjacent to the weld depleted in chromium and susceptible to intergranular corrosion, or intergranular attack (IGA).
To avoid carbide precipitation during welding, low-carbon types 304L and 316L were developed which contains only 0.03 percent carbon (maximum). Formation of chromium carbides is also avoided in stabilized austenitic stainless steels containing carbide forming elements like titanium, niobium, tantalum and zirconium. In type 321, Ti (titanium) is added whereas in type 347, Cb (columbium, also known as niobium) or Ta (tantalum) is added. Stabilization heat treatment of such steels results in preferred formation of carbides of the stabilizing elements instead of chromium carbides. A stabilizing heat treatment consists of holding either annealed or welded material at 1600 to 1650°F for 2 to 4 hours, followed by rapid cooling in air or water. The purpose is to precipitate all carbon as a carbide of titanium or columbium in order to prevent subsequent precipitation of chromium carbide.
In the UNS numbering system, which is replacing the older American Iron and Steel Institute (AISI) designations, the “03†in S30403 and S31603 designates the 0.03% max C or low carbon “L†grade. In the UNS designation system “00†in S30400 and S31600 indicates the 0.08% max C high carbon grade not suitable for welded fabrication. It is important when purchasing stainless steels that the low carbon grade be clearly specified; otherwise there is a risk that the higher carbon grade will be received.
Although all stainless steels can be hardened somewhat by cold work, the response becomes pronounced in austenitic alloys reaching a maximum in types 201 and 301. The table given below shows work hardening behavior of the type 301 (17 percent chromium and 7 percent nickel) stainless steel in tension.
| Cold Reduction % |
Condition of Metal |
Yield Strength psi |
Tensile Strength psi |
Elongation in 2 in. % |
Rockwell Hardness No. |
|---|---|---|---|---|---|
| 0 | Annealed | 33000 | 117800 | 68 | B 85 |
| 10 | Cold-rolled | 67000 | 147600 | 47 | C 32 |
| 25 | Cold-rolled | 127000 | 165200 | 24 | C 38 |
| 35 | Cold-rolled | 164000 | 196000 | 15 | C 43 |
| 45 | Cold-rolled | 200000 | 225000 | 7 | C 46 |
Figure given below shows the effect of cold work on the 0.2% proof stress, the ultimate tensile strength and elongation at failure for a specific cast of 304.
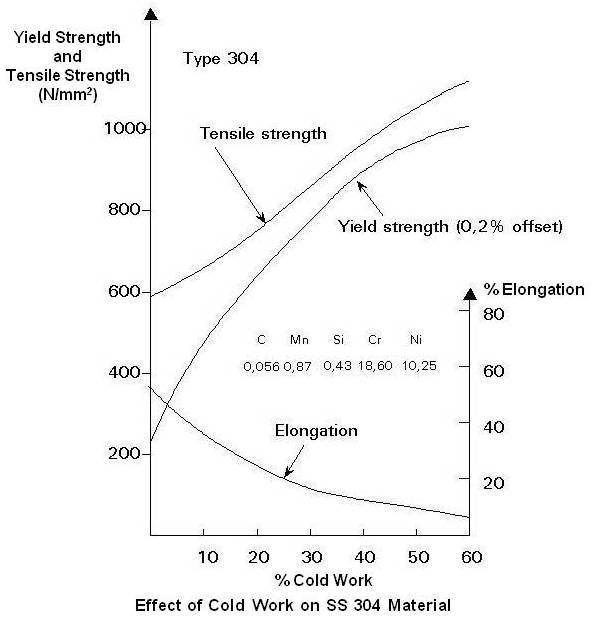
Similar relationships apply to other austenitic materials. To maintain a useful ductility of 15%, it is recommended that the amount of cold work should be restricted to 30% for the austenitic grades.
Development work covering the substitution of manganese for nickel in stainless steels during the shortage of nickel (World War II and Korean emergency) led to the production of types 201 and 202, the chromium-nickel-manganese stainless steels. Type 201 with a nominal composition of 17 percent chromium, 4.5 percent nickel and 6.5 percent manganese is a satisfactory substitute for type 301 (17 percent Cr, 7 percent Ni) where machinability and severe forming properties are not essential. Where those properties are essential, type 202 with a nominal composition of 18 percent Cr, 5 percent Ni and 8 percent Mn is more desirable because the higher manganese reduces the rate of work hardening. Although types 201 and 202 have somewhat less resistance to chemical corrosion than 301 and 302, their resistance to atmospheric corrosion is entirely comparable.
Ferritic
These types of stainless steels (series 4xx) are straight-chromium stainless steels containing approximately 14 to 27 percent chromium with small amounts of carbon (usually less than 0.10%) The crystallographic structure of the steels is ferritic (BCC – body centered cubic crystal structure) at room temperature. These alloys deliberately lack high nickel contents, because nickel renders the steels austenitic.
The number of types of ferritic stainless steels is much smaller than the austenitic types. All the types are variations on the basic, general-purpose type 430. Figure given below shows the family relationships for the ferritic stainless steel types.
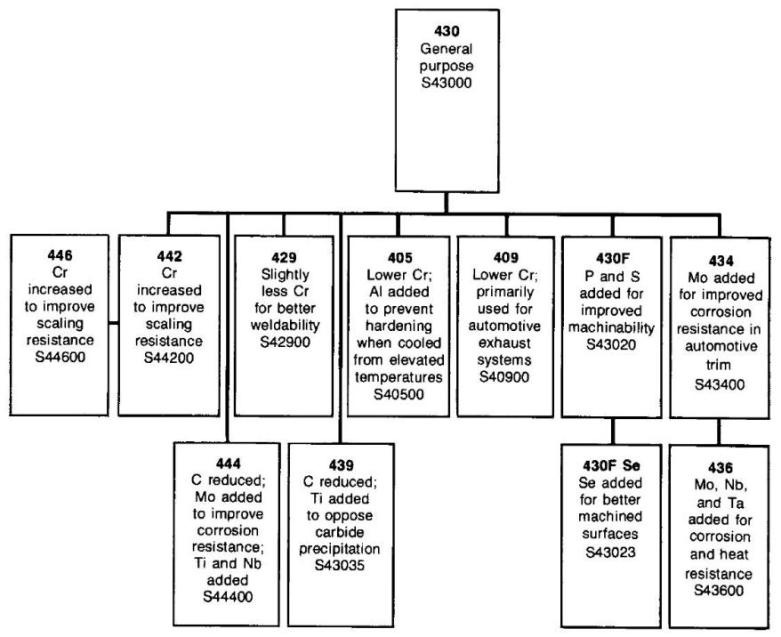
Two of the most common types are 430 (general-purpose grade for many applications, including decorative ones) and 409 (low-cost grade well suited to withstanding high temperatures). The lack of nickel results in lower corrosion resistance than the austenitic stainless steels (chromium-nickel stainless steels). Low in carbon content, but generally higher in chromium than the martensitic grades, they cannot be hardened by heat treatment (because of low carbon content) and are only moderately hardened by cold working. They are magnetic and can be cold-worked or hot-worked, but they develop their maximum softness, ductility and corrosion resistance in the annealed condition. In the annealed condition, the strength of these steels is approximately 50 percent higher than that of carbon steels and they are superior to martensitic steels in corrosion resistance and machinability. Annealing is carried out primarily to relieve welding or cold-working stresses.
Ferritic steels are best suited for general and high-temperature corrosion applications rather than services requiring high strength. Ferritic steels are chosen for their resistance to stress corrosion cracking. High chromium steels with additions of molybdenum can be used in quite aggressive conditions such as sea water.
These types of steels are usually limited in use to relatively thin sections due to lack of toughness in welds. However, where welding is not required they offer a wide range of applications. Since the ferritic steels may be cold formed easily (they are not as formable as austenitic stainless steels), they are used extensively for deep-drawn parts such as vessels for chemical and food industries, hot water tanks and automotive trims and exhausting systems. The ferritic stainless steels are the lower-cost stainless steels, because they contain less alloys, and do not contain nickel (nickel is more expensive than chromium).
Martensitic
The family relationship of the martensitic stainless steels is shown in the figure given below. All the types are variations on the general-purpose type 410.
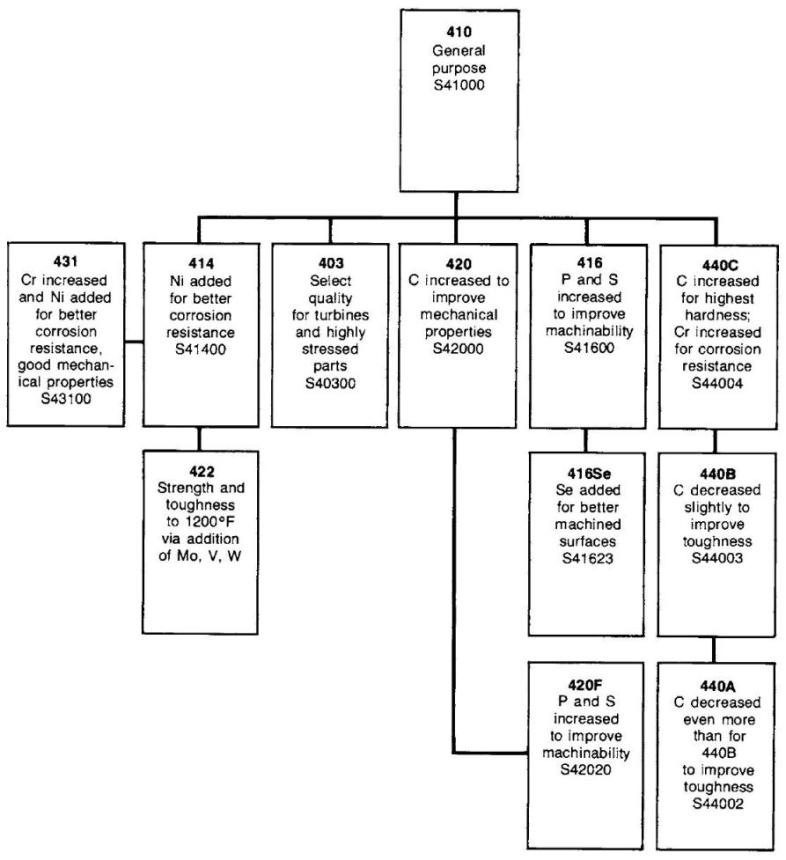
These steels (series 4xx) like ferritic steels are primarily straight chromium steels containing between 11.5 and 18 percent chromium but have higher carbon levels as compared to ferritic steels (as high as 1%). This allows them to be hardened and tempered much like carbon and low-alloy steels. The steels have austenitic structure (FCC) at high temperature, which transforms to martensite structure (BCC) as a result of quenching. Types 410 and 416 are the most popular and are used for turbine blades and corrosion-resistant castings. They are used where high strength and moderate corrosion resistance is required. They attain the best corrosion resistance when hardened from the recommended temperature but are not as good as the austenitic or ferritic stainless steels.
This type of stainless steel is magnetic, can be cold-worked without difficulty, especially with low carbon content, can be machined satisfactorily, have good toughness and is easily hot-worked. However, they have generally low weldability and formability. This type of steel is used for turbine blades, knife blades, surgical instruments, shafts, pins, springs, etc.
Stainless steels as a group are much more difficult to machine than plain carbon steels. The use of a small amount of sulfur in type 416 and selenium in type 416Se improves the machinability considerably. These alloys are used for cutlery, valve parts and bearings.
The addition of about 2 percent nickel to the 16 to 18 percent chromium, low-carbon alloy type 431 steel is used for aircraft fittings, paper machinery parts, pumps and bolts.
The nominal chemical compositions (important elements) of some common representative stainless steel types (discussed above) are as per the tables given below.
| Type | C % | Mn % | Si % | Cr % | Ni % | Mo % | Others % |
|---|---|---|---|---|---|---|---|
| 202 | 0.15 max | 7.5-10.0 | 1.0 max | 17.0-19.0 | 4.0-6.0 | - | N2 0.25 max |
| 302 | 0.15 max | 2.0 max | 1.0 max | 17.0-19.0 | 8.0-10.0 | - | - |
| 304 | 0.08 | 2.0 max | 1.0 max | 18.0-20.0 | 8.0-11.0 | - | - |
| 316 | 0.08 | 2.0 max | 1.0 max | 16.0-18.0 | 10.0-14.0 | 2.0-3.0 | - |
| 410 | 0.15 max | 1.0 max | 1.0 max | 11.5-13.5 | 0.50 max | - | - |
| 430 | 0.12 max | 1.0 max | 1.0 max | 14.0-18.0 | 0.50 max | - | - |
Duplex
Duplex stainless steels contain high amount of chromium (18% -28%) and moderate (as compared to austenitic steels) amount of nickel (4.5% – 8%) as major alloying elements. Molybdenum is used in some of duplex steels as additional alloying element. Since the quantity of nickel is insufficient for formation of fully austenitic structure, the structure of duplex steels is mixed. The duplex class is so named because it is a mixture of austenitic (chromium-nickel stainless steel) and ferritic (plain chromium stainless steel) structures. These steels have a microstructure which is approximately 50% ferritic and 50% austenitic. This gives them a higher strength than either ferritic or austenitic steels, but poorer toughness than austenitic stainless steels.
As per AISI there is only one standard type of duplex stainless steel, type 329 (UNS S32900), which contains 23 to 28% Cr, 2.5 to 5.0% Ni, and 1.0 to 2.0% Mo.
Duplex stainless steels (UNS S32205) provide high resistance to stress corrosion cracking (formation of cracks caused by a combination of corrosion and stress) and to chloride ions attack. The so called “lean duplex†steels (UNS S32304) are formulated to have comparable corrosion resistance to standard austenitic steels but with enhanced strength and resistance to stress corrosion cracking. “Super Duplex†steels (UNS S32705) have enhanced strength and resistance to all forms of corrosion compared to standard austenitic steels.
They are weldable but need care in selection of welding consumables and heat input. They have moderate formability. They are magnetic but not as much as the ferritic, martensitic and PH types due to the 50% austenitic structure.
They are suitable for heat exchangers, desalination plants, petrochemical plants and marine applications.
The nominal chemical compositions (important elements) of some representative duplex stainless steels (as per ASTM A240: Heat-Resisting Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip for Pressure Vessels) are as per the tables given below.
| UNS No. | C % max | Mn % max | Si % max | Cr % | Ni % | Mo % | N % |
|---|---|---|---|---|---|---|---|
| S32905 | 0.08 | 1.0 | 0.75 | 23.0-28.0 | 2.5-5.0 | 1.0-2.0 | - |
| S32205 | 0.03 | 2.0 | 1.0 | 22.0-23.0 | 4.5-6.5 | 3.0-3.5 | 0.14-0.20 |
| S32304 | 0.03 | 2.5 | 1.0 | 21.5-24.5 | 3.0-5.5 | 0.05-0.6 | 0.05-0.20 |
| S32750 | 0.03 | 1.2 | 0.80 | 24.0-26.0 | 6.0-8.0 | 3.0-5.0 | 0.24-0.32 |
Precipitation Hardening (PH)
As a result of research during World War II a new group of stainless steels with precipitation-hardening characteristics was developed. The first of these nonstandard grades of stainless steels, 17-7PH was made available in 1948.
Precipitation hardening stainless steels contain chromium and nickel as major alloying elements. These steels can develop very high strength by adding elements such as copper, niobium and aluminium to the steel. These elements tend to form coherent alloy precipitates. The nominal chemical compositions (important elements) of some representative precipitation-hardening stainless steels are as per the table given below.
| Type | C % | Mn % | Si % | Cr % | Ni % | Mb % | Others % |
|---|---|---|---|---|---|---|---|
| 17-4 PH | 0.04 | 0.40 | 0.50 | 16.50 | 4.25 | - | 0.25 Cb, 3.60 Cu |
| 17-7 PH | 0.07 | 0.70 | 0.40 | 17.00 | 7.00 | - | 1.15 Al |
| PH 15-7 Mo | 0.07 | 0.70 | 0.40 | 15.00 | 7.00 | 2.25 | 1.15 Al |
| 17-10 P | 0.12 | 0.75 | 0.50 | 17.00 | 10.50 | - | 0.28 P |
These steels are usually solution-annealed at the mill and supplied in that condition. These steels may be either austenitic or martensitic and they are hardened by heat treatment (aging) after forming. With a suitable “aging†heat treatment, very fine particles form in the matrix of the steel which imparts hardness and strength. The 17-4 PH alloy should not be put into service in any application in the solution-treated condition because its ductility can be relatively low and its resistance to stress-corrosion cracking is poor. Aside from the increase in strength and ductility, aging also improves both toughness and resistance to stress-corrosion.
These steels can be machined to quite intricate shapes requiring good tolerances before the final aging treatment as there is minimal distortion from the final treatment. This is in contrast to conventional hardening and tempering in martensitic steels where distortion is more of a problem. They have good weldability and their corrosion resistance is comparable to standard austenitic steels grade like 304. They are magnetic.
They are used for pump shafts, valves, turbine blades, paper industry equipment, aerospace equipment, etc.
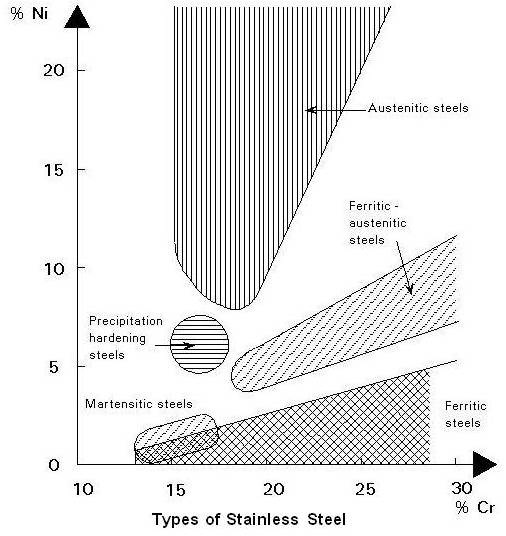
Figure given below provides a graphical overview of different types of stainless steel groups with respect to chromium and nickel content.
Maraging Steels
Like stainless steels, maraging steels are also alloy steels and hence though they are not stainless steel brief information about them is given here for the sake of completeness.
They are iron-base alloys capable of attaining yield strengths up to 300000 psi in combination with excellent fracture toughness. These steels are low-carbon containing 18 to 25 percent nickel together with other hardening elements and are called maraging (martensitic plus aging). They are considered to be martensitic as annealed and attain ultrahigh strength on being aged in the annealed or martensitic condition. The martensite formed is soft and tough rather than the hard and brittle martensite of conventional low-alloy steels. This ductile martensite has low work-hardening rate and can be cold-worked to a high degree.
Table given below shows compositions of nickel maraging steels.
For all steels given in the table, maximum % of C = 0.03, Mn = 0.10, Si = 0.10, S = 0.010 and P = 0.010.
| Designation | Ni | Co | Mo | Ti | Al | Cb |
|---|---|---|---|---|---|---|
| 25 Ni | 25.0-26.0 | - | - | 1.3-1.6 | 0.15-0.30 | 0.30-0.50 |
| 20 Ni | 19.0-20.0 | - | - | 1.3-1.6 | 0.15-0.30 | 0.30-0.50 |
| 18 Ni (300) | 18.0-19.0 | 8.5-9.5 | 4.6-5.2 | 0.5-0.8 | 0.05-0.15 | - |
| 18 Ni (250) | 17.0-19.0 | 7.0-8.5 | 4.6-5.2 | 0.3-0.5 | 0.05-0.15 | - |
| 18 Ni (200) | 17.0-19.0 | 8.0-9.0 | 3.0-3.5 | 0.15-0.25 | 0.05-0.15 | - |
Mechanical properties of maraging steels in annealed condition and after maraging are as per the table given below.
| Annealed Condition | |||||
|---|---|---|---|---|---|
| Type of steel | 18 % Ni | 20 % Ni | 25 % Ni | ||
| Yield Strength (0.2 % off-set), 1000 psi | 110 | 115 | 40 | ||
| Tensile Strength, 1000 psi | 140 | 152 | 132 | ||
| Elongation (in 1 in.), % | 17 | 8 | 30 | ||
| Reduction in area, % | 75 | - | 72 | ||
| Hardness, R/C | 28-32 | 26-35 | 10-15 | ||
| After Maraging | |||||
| Type of steel | 18 Ni (300)@ | 18 Ni (300)# | 18 Ni (300)$ | 20 % Ni | 25 % Ni |
| Yield Strength, 1000 psi | 295-303 | 240-268 | 190-210 | 246 | 249-256 |
| Tensile Strength, 1000 psi | 297-306 | 250-275 | 200-220 | 256 | 265-270 |
| Elongation, % | 12 | 10-12 | 14-16 | 11 | 12 |
| Reduction in area, % | 60 | 45-58 | 65-70 | 45 | 53 |
| Hardness, R/C | 52 | 52 | 52 | 52 | 52 |
@ Maraged 900°F, 3 h
# Maraged 900°F, 1 h
$ Conditioned 1300°F, 4 h, refrigerated, maraged 800-850°F, 1 h
Applications for maraging steels are hulls for hydrospace vehicles, motor cases for missiles, low-temperature structural parts, rifle tubing and pressure vessels.
Classification of Stainless Steels as per Other Systems
Classification as per German System is also widely used. In many countries, Abbreviated System of Designation is adopted. Information about both the systems is as under.
German System
As per this system (W.N. 17007), each designation consists of 5 numbers and for details of composition and properties of the steels one has to refer to the standard. As an example, material number 1.4306 will be considered.
The first digit is 1 and indicates that it is a steel.
The two following digits “43″ signify “chemically resisting steels without molybdenum, columbium or titanium”.
The last two digits “06″ define the exact alloy.
A steel to material number 1.4306 has the following composition.
C = 0.03% maximum
Cr = 18 – 20%
Ni = 10 – 12.5%
The steel corresponds therefore to AISI type 304L stainless steel although the lower limit of nickel is higher by 2%.
In addition to the designation “43″ there are also the following ones:
“40″ without molybdenum, columbium or titanium, nickel less than 2,5%
“41″ with molybdenum, without columbium or titanium, nickel less than 2,5%
“44″ with molybdenum, without columbium or titanium, nickel more than 2,5%
“45″ with copper, columbium or titanium, nickel more than 2,5%
Abbreviated System of Designation
This system is widely used by a number of countries. It consists of a series of letters and numbers as in the following examples.
X 2 Cr Ni 18 11
X means that it is a highly alloyed steel
2 indicates the carbon content in 1/100th of a percent, e.g. C = 0.02%
Cr stands for chromium and 18 is the content in %
Ni stands for nickel and 11 provides an indication of the content in %.
Thus a steel to X 2 Cr Ni 18 11 corresponds to AISI type 304L.
India is using Abbreviated System of Designation
Comparison between USA, Germany, Japan and Indian standards for common grades of stainless steel is given in the table given below.
| UNS | AISI (USA) | Germany W.N. 17007 / DIN 17006 |
India | Japan | |
|---|---|---|---|---|---|
| S30100 | 301 | 1.431 | X12CrNi177 | 10Cr17Ni7 | SUS301 |
| S30400 | 304 | 1.4301 | X5CrNi1810 | 04Cr18Ni10 | SUS304 |
| S30403 | 304L | 1.4306 | X2CrNi1911 | 02Cr18Ni11 | SUS304L |
| S31600 | 316 | 1.4401 | X5CrNiMo17122 | 04Cr17Ni12Mo2 | SUS316 |
| S31603 | 316L | 1.4404 | X2CrNiMo17132 | 02Cr17Ni12Mo2 | SUS316L |
| S32100 | 321 | 1.4541 | X6CrNiTi1810 | 04Cr18Ni10Ti20 | SUS321 |
| S34700 | 347 | 1.455 | X6CrNiNb1810 | - | SUS347 |
| S43000 | 430 | 1.4016 | X6Cr17 | 05Cr17 | SUS430 |
| S41000 | 410 | 1.4006 | X10Cr13 | - | SUS410 |
Roll of Alloying Elements in Stainless steel
Chromium, nickel, and molybdenum are the primary alloying elements that determine the structure, mechanical properties, and corrosion resistance of stainless steel. Intentional additions of small amount of carbon, nitrogen, niobium, tantalum, titanium, sulfur, and slightly larger additions of copper, manganese, silicon, and aluminum are used to modify properties.
Chromium
A stainless steel contains a minimum of 10.5% chromium because this level of chromium causes the spontaneous formation of a stable, passive, protective film. Increasing the level of chromium enhances corrosion resistance. At elevated temperatures, chromium provides resistance to oxidation, corrosion and creep.
Nickel
Nickel promotes the stability of austenite. Less nickel is needed to retain an austenitic structure as the nitrogen or carbon levels increase. When sufficient nickel is added to a chromium stainless steel, the structure changes from ferritic to austenitic. Nickel increases resistance to oxidation, strong acids (particularly reducing acids) and thermal fatigue. Adding nickel improves toughness, ductility, and weldability.
Molybdenum
Molybdenum additions improve resistance to pitting and crevice corrosion in chloride containing environments and corrosion by sulfuric, phosphoric, and hydrochloric acids. The elevated temperature mechanical properties of austenitic stainless steels and the strength and tempering resistance of martensitic stainless steels are improved by molybdenum.
Minor Elements
Increasing the carbon content in high temperature alloys improves high temperature strength and creep resistance, but reduces ductility. Conversely, carbon can be detrimental to corrosion resistance when it combines with chromium to form chromium carbides along grain boundaries. This reduces the chromium adjacent to the grain boundary (sensitization) and can lead to corrosion of chromium-depleted areas (intergranular corrosion).
Titanium, columbium, and tantalum additions preferentially combine with carbon and nitrogen to prevent sensitization and eliminate susceptibility to intergranular corrosion.
Nitrogen additions to austenitic and duplex stainless steels improve pitting resistance.
Additions of sulfur, selenium, and lead in stainless steel improve machinability.
Columbium additions can improve high temperature creep strength.
Copper additions improve resistance to sulfuric acid.
A combination of manganese and nitrogen may be used as a partial substitute for nickel in some stainless steels.
Aluminum improves resistance to oxidation.
Silicon is added to cast stainless steel grades to increase casting fluidity and improve castability. Silicon is generally limited to 1.5% in castings intended for service above 1500°F (815°C) because it lowers the high temperature creep property.
Main Advantages of the Stainless Steel Types
When considering stainless the most important features are corrosion (or oxidation) resistance; mechanical & physical properties; available forming, fabrication & joining techniques and material costs (total life cycle cost).
The basic approach is to select a grade with as low a cost as possible, but with the required corrosion resistance. Main advantages and disadvantages of the various stainless steel types are summarized in the table given below.
| Type | Examples | Advantages | Disadvantages |
|---|---|---|---|
| Ferritic | 430, 446 | Low cost, moderate corrosion resistance & good formability. | Limited corrosion resistance, formabilty & elevated temperature strength compared to austenitics. |
| Austenitic | 304,316 | Widely available. Good general corrosion resistance and good cryogenic toughness. Excellent formability & weldability. | Work hardening can limit formability & machinability. Limited resistance to stress corrosion cracking. |
| Duplex | S32205 | Good stress corrosion cracking resistance. Good mechanical strength in annealed condition. | Application temperature range more restricted than austenitics. |
| Martensitics | 420, 431 | Hardenable by heat treatment. | Corrosion resistance compared to austenitics & formability compared to ferritics limited. Weldability limited. |
| Precipitation hardening | 17-4 PH | Hardenable by heat treatment, but with better corrosion resistance than martensitics. | Limited availability. Corrosion resistance, formability & weldability restricted compared to austenitics. |
“L†and “H†Grades
The standard/straight grades of austenitic stainless steel contain a maximum of 0.08% carbon. There is a misconception that straight grades contain a minimum of 0.03% carbon, but the specification does not require this. As long as the material meets the physical requirements of standard grade, there is no minimum carbon requirement.
Within the usual designations of the common austenitic grades of stainless steel, such as 304 and 316, there are “sub-grades” – “L” and “H” variants – with particular applications.
The “L†grades are used to provide extra corrosion resistance after welding. The letter “L†after a stainless steel type indicates low carbon (as in 304L). The carbon is kept to 0.03% or under to avoid carbide precipitation.
“L” grades can be used as standard grades as long as the mechanical properties (tensile and yield) conform to the standard grade requirements and high temperature strength is not a requirement. “L” grades virtually always do fully comply with standard grade requirements, but this would need to be checked on a case by case basis. Mill test certificates give this information. Standard grades can be used as “L” grades as long as their carbon content meets the “L” grade limits of 0.030 or 0.035% maximum.
It has become quite common for steel mills to supply “L” heats when standard grades have been ordered. Sometimes the product and test certificates are dual marked “304/304L”.
“H” grades are the higher carbon versions of each of the standard grades. The “H†grades contain a minimum of .04% carbon and a maximum of .10% carbon and are designated by the letter “H†after the alloy. The high carbon results in increased strength of the steel, particularly at elevated temperatures (generally above about 500°C). Creep strength is higher for these high carbon grades as compared to standard grades. In addition all austenitic “H” grades must have a grain size of ASTM No 7 or coarser. “H” grades are produced primarily in plate and pipe, but may be available in some other products. Applicable grades are most commonly 304H and 316H, but high carbon versions of 309, 310, 321, 347 and 348 are also specified in ASTM A240/A240M. As discussed earlier, these grades are susceptible to sensitization if held in the temperature range of about 450-850°C. If it occurs, it will result in impaired aqueous corrosion and some reduction in ambient temperature ductility and toughness. In general however, this is not an issue for a steel that is primarily intended for high temperature strength.
If an application requires an “H” grade – generally for high temperature applications – this must be specified at time of order.
Standard grades can often be used in place of “H” grades so long as their carbon contents meet the “H” limits, generally 0.04-0.10%. The grain size requirement may have to be satisfied by extra testing. “H” grades can be used as standard grades so long as their carbon contents are 0.08% maximum, and nitrogen 0.10% maximum. This is highly likely, but would need to be checked.
Annealed Stainless Steel and Solution Annealing
Stainless steels are normally produced and used in the “annealed†condition. The term anneal, when used for stainless steels, means heat treated at temperatures of 1900°F (1040°C) or higher and water quenched, not slow cooled as the term “annealed†means for carbon and low alloy steels.
The phrase “solution annealing†means only that the carbides which may have precipitated (or moved) to the grain boundaries are put back into solution (dispersed) into the matrix of the metal by the annealing process. “L†grades are used where annealing after welding is impractical, such as in the field where pipe and fittings are being welded.
Important ASTM Standards for Stainless Steels
Important ASTM standards for stainless steels are as under.
ASTM A240: Chromium and chromium-nickel stainless steel plate, sheet and strip for pressure vessels
ASTM A276: Standard Specification for Stainless Steel Bars and Shapes
ASTM A312: Standard Specification for Seamless and Welded Austenitic Stainless Steel Pipes
IS Standards for Stainless Steels
Indian standards for various products are as under.
IS 1570 – Schedules for Wrought Steels – Part 5: Stainless and Heat-resisting Steels
IS 4454 – Steel Wires for Mechanical Springs – Specification – Part 4 : Stainless Steel Wire
IS 5522 – Stainless steel sheets and strips for utensils
IS 6603 – Stainless Steel Bars and Flats – Specification
IS 6911 – Stainless steel plate, sheet and strip
IS 6913 – Stainless steel tubes for the food and beverage industry
IS 6529 – Stainless steel blooms, billets and slabs for forging
Selection of Stainless Steel
Most decisions about which stainless steel to use are based on a combination of the following factors:
What is the corrosive environment? – Atmospheric, water, concentration of particular chemicals, chloride content, presence of acid, etc. General corrosion resistance is comparatively easy to determine, but real environments are usually more complex. An evaluation of other pertinent variables such as fluid velocity, stagnation, turbulence, galvanic couples, welds, crevices, variation in temperature, and variation from planned operating chemistry are others issues that need to be factored in to selecting the proper stainless steel for a specific environment.
What is the temperature of operation? – High temperatures usually accelerate corrosion rates and therefore indicate a higher grade. Low temperatures will require a tough austenitic steel.
What strength is required? – Higher strength can be obtained from the austenitic, duplex, martensitic and PH steels. Other processes such as welding and forming often influence which of these is most suitable. For example, high strength austenitic steels produced by work hardening would not be suitable where welding was necessary as the process would soften the steel.
Welding requirement – Austenitic steels are generally more weldable than the other types. Ferritic steels are weldable in thin sections. Duplex steels require more care than austenitic steels but are now regarded as fully weldable. Martensitic and PH grades are less weldable.
Degree of forming required to make the component – Austenitic steels are the most formable of all the types being able to undergo a high degree of deep drawing or stretch forming. Generally, ferritic steels are not as formable but can still be capable of producing quite intricate shapes. Duplex, martensitic and PH grades are not particularly formable.
What product form is required? – Not all grades are available in all product forms and sizes, for example sheet, bar, tube. In general, the austenitic steels are available in all product forms over a wide range of dimensions. Ferritics are more likely to be in sheet form than bar. For martensitic steels, the reverse is true.
There may also be special requirements such as non-magnetic properties to take into account.
It must also be borne in mind that steel type alone is not the only factor in material selection. Surface finish is also important in many applications, particularly where there is a strong aesthetic component.
Availability – There may be a perfectly correct technical choice of material which cannot be implemented because it is not available in the time required.
Cost – Sometimes the correct technical option is not finally chosen on cost grounds alone. However, it is important to assess cost on the correct basis. Many stainless steel applications are shown to be advantageous on a life cycle cost basis rather than initial cost.
Acknowledgement:
Most of the information on selection of stainless steel is reproduced from website of BRITISH STAINLESS STEEL ASSOCIATION – http://www.bssa.org.uk. The site is an excellent source for information on stainless steels. For more information about stainless steels, please refer this site.
