Modern process equipment with rotating shafts (such as pumps and compressors) are equipped with compression packings or mechanical seals to minimize emission of the process fluid into the atmosphere. Compression packing works on the principle of controlled leakage whereas mechanical seal tends to seal with no visible leakage.
The initial cost of a mechanical seal is high as compared to compression packings. However, the power consumed, maintenance and downtime spent in renewing or tightening the compression packing overweigh the initial cost of a mechanical seal, which works unattended for a long time. Because of the absence of visible leakage, environment is clean and hazard free when mechanical seals are used. In this article, information is given on working of a mechanical seal, types of mechanical seals, methods of environment control, equipment parameters, installation instructions, start-up procedure and check list for identifying causes of seal leakage.
Working of a mechanical seal
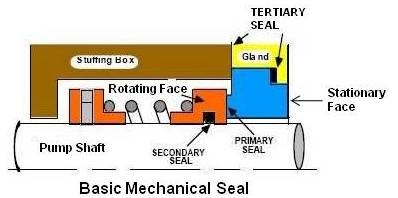
A basic mechanical seal is a simple device. It has two flat faces running against each other. The rotating face is secured to the pump shaft while the stationary face is held in the gland. This is the first and most important of the four possible leak paths (Primary Seal). This leakage path is sealed by providing absolutely flat mating surfaces perpendicular to rotating shaft centre line where they come in contact and maintaining healthy lubrication film between the two mating faces. Since both the surfaces are continuously moving with respect to each other, there is heat generation which keeps on evaporating the liquid film and new liquid film is formed. These vapours keep on escaping to the atmosphere. Thus mechanical seal is not a zero leakage seal. There is always invisible leakage in vapour form between the faces.
The others three paths are:
Between the Rotating Face and the Shaft (Secondary Seal),
Between the Stationary Face and the Gland, and
Between the Gland and the Stuffing Box.
Leakage at secondary seal is arrested by a dynamic O-Ring, sliding wedge or a bellow (elastomeric, PTFE or metallic). Metallic bellows are used for high temperature application.
The last two are jointly referred to as the “Tertiary Seal”, and both are fairly simple seals as there is no relative motion between the two parts involved. These leakage paths are sealed by elastomers, PTFE, gasket, etc.
If shaft sleeve is used, one more static leakage path will be there between shaft and shaft sleeve. This leakage is arrested by O-Ring or gasket.
Although the main closing force on primary seal faces is normally provided by the pressure in the stuffing box, some force is required to keep them closed during startup and shutdown and to take care of the shaft movement. This force is supplied by a single large spring, a series of small springs, or a bellows arrangement.
Types of Mechanical Seal
There are many types of seals each having definite advantage as under.
Inside Seals
When a seal is mounted inside the stuffing box of the pump, it is called an inside seal. Inside seals are more difficult to install and maintain. However, main advantage is that it is possible to control the seal environment inside the stuffing box.
Outside Seals
An outside seal is located outboard of the pump stuffing box. Where stuffing boxes are shallow and it is not possible to install a seal inside the stuffing box, it is installed outside. It is also easy to install and maintain. Due to lake of heat dissipation from below the seal faces, outside seals are suitable for low temperature, low speed and low pressure (as in these seals, fluid pressure is exerted outward on seal face rather than inward) applications.
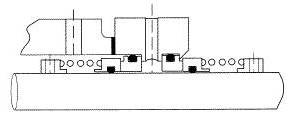
Balanced Seal
All seals are available in either unbalanced or balanced versions. A seal is unbalanced when fluid force to close the seal faces (due to the area of rotating seal face exposed to the pumped fluid in stuffing box) is greater than force acting on rotating seal face at the area of contact (pressure gradient between rotating and stationary seal faces). In simple terms, it has a seal closing force in excess of the actual pressure to be sealed. In a balance seal as seal face is subject to low force, less heat is generated and seal life is more. As a stepped shaft sleeve is required for balancing, coat of a balanced seal is higher than unbalanced seal.
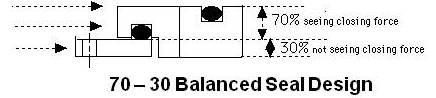
To balance a seal, area of rotating seal face exposed to stuffing box pressure is reduced using a stepped shaft sleeve. In a standard 70 – 30 balanced seal design used by most mechanical seal manufacturing companies, only 70 % of rotating seal face area is exposed to stuffing box pressure as shown in above sketch.
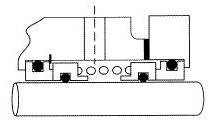
Double Seals
Double mechanical seal arrangement is used to handle toxic, volatile, hazardous or abrasive fluids. In a double seal arrangement, there are two seals with a fluid circulating between them. The fluid that circulates between the seals is called a barrier fluid if its pressure is higher than stuffing box pressure and it is called a buffer fluid if its pressure is lower than stuffing box pressure. The two seal faces are installed in three different configurations as under.
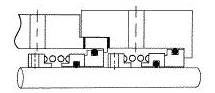
Back to Back or facing in opposite directions
This configuration requires a higher barrier fluid pressure between the seals. In this arrangement an inner seal leak will cause a dilution of the product. In case of failure of the barrier fluid system, the inner seal can blow open dumping the pump contents to the environment.
Tandem or facing in the same direction
In this configuration two glands are required to house both seals and this adds to the cost as well as the axial space requirement. A low pressure buffer fluid is circulated between the seals, eliminating the possibility of product dilution. In this arrangement loss of buffer fluid will not cause the seal faces to open. This configuration is generally found in Oil Refinery applications.
Face to Face or facing towards each other
Face to face configuration is a compromise between the "back to back" and the tandem arrangements. Here half the seal is housed in the stuffing box and the other half outside it. In this arrangement a lower pressure buffer fluid is supplied between seal faces.
Catridge Seals
The catridge design changes none of the functional components of the basic seal. In a catridge seal, all items are containerized and preset to working dimensions. They eliminate need to scribe lines and make critical measurements during seal assembly. Such seal installation requires only tightening of the gland bolts.
Methods of Environment Control
The successful and reliable operation of a mechanical seal is dependant upon the conditions that are imposed on the seal assembly during running. The fluid being sealed fills the stuffing box in which the seal is mounted and thus the physical and chemical nature of this liquid will have direct effect on seal operation and life. Slurries and fluids carrying solid particles are especially dangerous as there is a tendency for solid particles to collect in the vicinity of the mating faces and finally even entering the fluid film gap between the mating faces. Hard particles entering this gap will cause premature seal face failure.
Improved seal operation is possible by controlling the environment surrounding the seal. The most commonly used methods for control are flushing and quenching.
Flushing
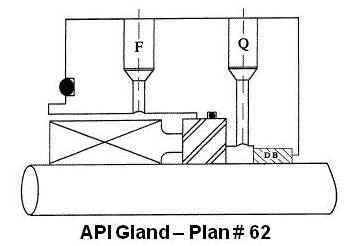
In flushing, a fluid is injected (through connection F as shown in API Gland – Plan # 62) into the stuffing box such that it impinges or jets onto the mating faces. This fluid may be the same fluid that is being sealed, tapped from a point at a higher pressure than that existing in the stuffing box, or any other fluid, preferably at a lower temperature, that may be permitted to mix with the sealed fluid.
Flushing effectively aids cooling of the seal mating face area. In addition, the introduction of a pressurized clear fluid ensures that solid particles present in the sealed media do not collect near the sealing faces.
Quenching
In quenching, a fluid is introduced (through connection Q as shown in API Gland – Plan # 62) on the atmospheric or outer side of the seal mating faces that either helps in cooling or in maintaining a require temperature at the mating faces. This also creates a barrier between the atmosphere and seal faces as the atmospheric air creates problem to seal faces in some cases. Few such applications are given below.
- When pumping cool media (say at – 40 deg. C), moisture in the atmosphere condenses and ice is formed below seal face hindering its operation.
- In case of high temperature oils when vapors keep on escaping in the atmosphere, they come in contact with oxygen and burn. These carbon particles cerate problem in seal area.
- Crystallizing media gets into crystals when solvent in it gets evaporated because of the atmospheric air present blow seal faces. These crystals create problems for seal faces.
The American Petroleum Institute (API) issues guide lines to help petroleum people select and then pipe various types of controls for mechanical sealing applications. These piping arrangements are described in API standard 610.
Equipment Parameters
For satisfactory seal performance, equipment parameters shall be as under.
Radial movement of shaft (runout / deflection) shall be less than 0.08 mm.
Axial movement of shaft (end play) shall be less than 0.26 mm.
Stuffing box face squareness (face runout) shall be less than 0.05 mm.
Stuffing box bore concentricity (with respect to shaft) shall be less than 0.13 mm.
Stuffing box shall be free of burrs and sharp edges.
Shaft / sleeve shall be free of burrs and sharp edges.
Please refer to manufacturer’s drawing /instruction for above checks.
Installation Instructions
A component seal is one where each part of the seal must be assembled on the equipment individually. This requires considerable skill and significant time as compared to installation of a catridge seal. During installation of a mechanical seal take care of following.
- Assemble seal parts in a clean environment.
- Do not use hammer for assembly as seal faces are delicate and may crack / break.
- Check that seal parts, gland and stuffing box are free from burrs, sharp edged and deep scratches / damage.
- Check surface finish at elastomer area to be as per manufacturer’s recommendation.
- Check that set screws on either the rotary unit or the drive collar of the seal assembly are free in the threads.
- Confirm hardness of shaft / sleeve to be such that after tightening set screws, rotating assembly does not get loose (if set screws are tightened against a hard surface, they will fail to hold assembly in desired position during operation). Alternatively, use hardened set screws.
- It is a good practice to check fitting of shaft sleeve, rotary assembly and gland without O-Rings to ensure that are fitting freely before assembling them with O-Rings.
- Use correct size O-Rings at all places.
- Do not use used O-Rings and gaskets.
- Never use "glued together" O-Ring for any "dynamic" application. A hard spot will be created that will interfere with the movement of the O-Ring.
- Lubricate shaft and secondary seal (O-Rings / bellows) as per manufacturer’s recommendation. If assembling is difficult, apply water as lubrication. Rubber bellow seals should be lubricated with Vaseline. Don’t apply silicon grease on them. EPR (Ethylene Propylene Rubber) elastomers should not be lubricated with petroleum based oil. For EPR material use silicon grease.
- Install seal at its correct operating length as per manufacturer’s drawing.
- Check direction of helix of coil for single spring seal. Helix should be R.H. for C.W. rotation and L.H. for C.C.W. rotation when looking at seal face.
- Gland bolts or nuts should be tightened only enough to effect a gasket seal at the stuffing box face. This can be achieved by initial finger tightening and further tightening with ½ to ¾ turns. Over tightening could result in distortion of seal faces.
- Cartridge type seal assemblies are provided with axial location plates that hold the assembly together before installation in the equipment. Make sure that the axial location plates are moved out of the grooves provided on the shaft sleeve after their fitting.
- When seal assembly is complete, connect all piping, check that all environmental controls have been connected, and all unused holes in the stuffing box / gland are plugged.
Start-up Procedure
Take care of following before starting equipment and its operation for the first time after installation of mechanical seal.
- Equipment should be aligned with the drive as per manufacturer’s recommendations.
- Check the shaft for free movement. Manually rotate the shaft several turns. If shaft binds due to any reason, investigate and correct it.
- Activate all auxiliary systems like flush, quench, barrier lines and vent the stuffing box until all trapped air has been released.
- Pump should have adequate NPSH and it should work with out cavitations and vibration.
- No noise should come from stuffing box.
- Excessive heat generation should not be there. This may be due to stationary parts contacting the rotating shaft or rotating seal parts contacting the housing of the equipment.
- Examine the seal. Slight leakage should stop when the faces “wear in”.
Causes of Seal Leakage
The operating life of a seal is complete when either face has worn entirely. If either face has completely worn, the cause of failure is evident and no further inspection is required unless this occurred in a very short time. If both faces are intact, seal parts shall be inspected. Major seal problems and possible causes are as under.
|
Seal Problems |
Possible Cause / Corrective Action |
|---|---|
|
Seal spits and sputters (“face popping”) in operation. |
Seal fluid vapourizing at seal interfaces. This can be due to inadequate cooling of seal faces or seal unbalance. |
|
Seal drips steadily. |
This can happen if seal faces are not flat, distortion of seal faces or damage to seal faces. Distortion of gland plate due to over tightening. Damage to secondary seal during installation. Overaged O-Rings. Spring failure. Erosion / corrosion of seal parts. |
|
Seal squeals (gives sound) during operation. |
Inadequate liquid to lubricate seal faces. |
|
Accumulation of carbon dust outside the gland. |
Inadequate liquid to lubricate seal faces. |
|
Short seal life. |
Abrasive fluid. Misalignment of the equipment with its driver. High vibration. |
Note:
API 682 (Shaft sealing systems for centrifugal and rotary pumps) requires that the sealing system supplied, “have a high probability of meeting the objective of at least three years of uninterrupted service while complying with emission regulations”.
Acknowledgement:
In this article sketch of basic mechanical seal is reproduced from website http://www.practicalpumping.com owned by Ross Mackay Associates Ltd.
