Fasteners are tested and examined to ensure reliability and proven performance. Their performance is dependant on materials microstructure and grain size which can be influenced by heat treatment. Thus heat treatment is very important operation in fastener manufacturing. Brief information about testing of fasteners and heat treatment is given in this article.
Testing of Fasteners
In testing of fasteners some tests are conducted on the raw material and some on the finished product. Two types of tests are carried out on fasteners as under.
Mechanical Testing
In mechanical testing, fasteners are tested for their mechanical properties. Mechanical properties are those associated with elastic or inelastic reaction when force is applied. It involves the relationship between stress and strain. Elastic limit is the maximum stress for which a permanent elongation does not occur.
In tensile testing the fastener material is stressed in the axial direction. The load at which the material breaks is called the breaking load or ultimate tensile strength. Load is designated in pounds, stress in pounds per square inch and strain in inches per inch. When a smooth tensile specimen is tested, the chart obtained is called a Stress-Strain Curve. From this curve, we can obtain other useful data such as yield strength. Yield strength is generally defined as the point where 0.5 percent elongation takes place. Since this is a little difficult to measure, a simplified version known as the offset method is used. The method of determining yield point by the offset method consists of drawing a straight line parallel to the stress strain curve but offset from the zero point by a specified amount. This value is usually 0.2 percent on the strain ordinate. The yield point is the intersection of the stress-strain curve and the straight line.
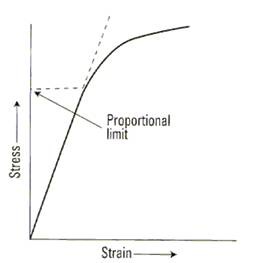
Proportional limit is the maximum stress under which a material will maintain a perfectly uniform rate of strain to stress. Most materials can be stressed slightly above the proportional limit without taking a permanent set. The maximum stress from which a material can recover is called the elastic limit. As with yield strength, the elastic limit is also somewhat tedious to find. Because of this difficulty, a newer method – that of proof stress – has been developed. Proof stress is the maximum stress a material can withstand without taking more than a small amount of set. The amount is usually specified as the smallest that can be measured by the extenso-meter, namely, 0.01 percent in 2 inch. As with yield strength, the preferred method of measuring proof stress is by using a 0.01 percent offset.
In brief summary: Proportional limit is yield strength at 0.00 percent offset. Proof stress is yield strength at 0.01 percent offset and Yield strength is at 0.20 percent offset.
Torque-tension testing is conducted to correlate the required torque necessary to induce a given load in a mechanically fastened joint. One of the ways to test it is by using hydraulic tensile indicator
Fatigue tests on threaded fasteners are usually carried out by alternating tension-tension loading. Most testing is done at more severe strain than its designed service load but usually below the material yield strength.
Shear Strength is defined as the maximum load typically applied normal to a fastener’s axis that can be supported prior to fracture. Single shear is load applied in one plane that would result in the fastener being cut into two pieces, while double shear would result in three fastener pieces. Single shear values for fasteners are typically calculated based upon the nominal body diameter or body shear area. There is a relationship between the tensile strength of a material and its shear strength. For alloy steel, the shear strength is 60% of its tensile strength. Corrosion resistant steels (e.g. 300-Series stainless steels) have a lower tensile/shear relationship and it is usually 50-55%.
Shear testing consists of loading a fastener perpendicular to its axis. All shear testing should be accomplished on the unthreaded portion of the fastener.
Checking hardness of parts is an indirect method for testing tensile strength. A correlation of tensile strength to hardness has been obtained for most materials. Since hardness is a relatively easy and inexpensive test, it is a good inspection check. For ready reference Hardness – Tensile Strength conversion table is given at the end of this article.
Note:
Hardness conversion between different methods and scales cannot be made mathematically exact. All values should be considered as approximate equivalents.
Stress durability is used to test parts which have been subjected to any processing (e.g. plating) which may have an embrittling effect. It requires loading the parts to a value higher than the expected service load and maintaining that load for a specified time after which the load is removed and the fastener examined for the presence of cracks.
Hydrogen Embrittlement
Steel fasteners exposed to hydrogen can fail prematurely at a stress level well below the material’s yield strength. The result is often a delayed one. Hydrogen embrittlement occurs in fasteners usually as a result of the part being exposed to hydrogen at some time during its manufacturing process but it can also occur through in-service corrosion (electrolytic cell action). Electroplating is generally considered to be a major cause of hydrogen absorption in steel fasteners due to the release of hydrogen during this process. Higher strength steels are more susceptible to hydrogen embrittlement than lower strength steels. As a rule of thumb, steels below Rockwell C 35 are considered to be far less susceptible to this. The problem can be controlled by careful selection of plating formulation, proper plating procedure, and sufficient baking to drive off any residual hydrogen.
Metallurgical Testing
Metallurgical testing includes chemical composition, microstructure, grain size, carburization and decarburization, and heat treatment response.
The chemical composition is established when the material is melted. Nothing subsequent to that process will influence the basic composition.
The microstructure and grain size can be influenced by heat treatment. As microstructure and grain size effect mechanical properties, it is a very important operation in fastener manufacturing. Carburization is the addition of carbon to the surface which increases hardness. It can occur if heat treatment furnace atmospheres are not adequately controlled. Decarburization is the loss of carbon from the surface, making it softer. Partial decarburization is preferable to carburization, and most industrial standards allow it within limits.
For more information on test methods for bolts, screws and studs please refer IS 1367, part3.
Heat treatment
Heat treatment is carried out to produce stronger fasteners. Hardening and tempering operations are carried out in heat treatment. In hardening, the parts are heated to a high temperature (870-880 degrees C) and then quenched. Quenching is a process of cooling the metal rapidly using water, air, or oil. As per ASME SF-568, bolts and screws of property classes 8.8, 8.8.3 and 9.8 shall be quenched in a liquid media where as those of property classes 10.9, 10.9.3 and 12.9 shall be quenched in oil. In tempering process parts are re-heated to a temperature that softens back the extreme hardness of the part – so that it still remains strong, but becomes less brittle. Improper treatment can result in conditions that will greatly reduce the fatigue strength of the fastener. Microstructurel changes and cracks can be caused by insufficient temperature control. The wrong quenching media or procedure may not produce parts hardened throughout and can also cause cracking.
Class 4.6 bolts and screws and classes 4.6, 4.8 and 5.8 studs need not be heat treated.
Classes 4.8 and 5.8 bolts and screws shall be stress relieved if necessary to assure the soundness of the head to shank junction.
A stress relieving operation shall follow straightening or cold drawing (for dimensional control) after heat treatment. The minimum stress relieving temperature shall be 55 ºC below the tempering temperature. Tests for mechanical properties shall be performed after stress relieving.
Carburization and decarburization
Carburization is increase in surface carbon making the surface harder than the core. Decarburization is reduction of carbon from surface making it softer than the core. Decarburization will reduce fatigue performance.
As per ASME SA-574, there shall be no evidence of carburization or total decarburization on the surfaces of the heat-treated screws when measured in accordance with test methods given in the standard. Table showing limiting values of acceptable depth of partial decarburization is given in the standard. For more information on method of testing and limiting values of decarburization, please refer the standard. Information about decarburization test is also given in IS 1367, part 3.
Hardness – Tensile Strength conversion table (Nonaustenitic Steels)
| Brinell 3000 Kg Load 10 – mm Ball | Vickers Hardness Number | Rockwell Scales | Approximate Tensile Strength 1000 psi (MPa) | ||
|---|---|---|---|---|---|
| C 150 Kg Load Diamond Penetrator | A 60 Kg Load Diamond Penetrator | B 100 Kg Load 1/16 in. Ball | |||
| - | 940 | 68 | 85.6 | - | - |
| - | 900 | 67 | 85.0 | - | - |
| - | 865 | 66 | 84.5 | - | - |
| 739 | 832 | 65 | 83.9 | - | - |
| 722 | 800 | 64 | 83.4 | - | - |
| 706 | 772 | 63 | 82.8 | - | - |
| 688 | 746 | 62 | 82.3 | - | - |
| 670 | 720 | 61 | 81.8 | - | - |
| 654 | 697 | 60 | 81.2 | - | - |
| 634 | 674 | 59 | 80.7 | - | 351 (2420) |
| 615 | 653 | 58 | 80.1 | - | 328 (2330) |
| 595 | 633 | 57 | 79.6 | - | 325 (2240) |
| 577 | 613 | 56 | 79.0 | - | 313 (2160) |
| 560 | 595 | 55 | 78.5 | - | 301 (2070) |
| 543 | 577 | 54 | 78.0 | - | 292 (2010) |
| 525 | 560 | 53 | 77.4 | - | 283 (1950) |
| 512 | 544 | 52 | 76.8 | - | 273 (1880) |
| 496 | 528 | 51 | 76.3 | - | 264 (1820) |
| 482 | 513 | 50 | 75.9 | - | 255 (1760) |
| 468 | 498 | 49 | 75.2 | - | 246 (1700) |
| 455 | 484 | 48 | 74.7 | - | 238 (1640) |
| 442 | 471 | 47 | 74.1 | - | 229 (1580) |
| 432 | 458 | 46 | 73.6 | - | 221 (1520) |
| 421 | 446 | 45 | 73.1 | - | 215 (1480) |
| 409 | 434 | 44 | 72.5 | - | 208 (1430) |
| 400 | 423 | 43 | 72.0 | - | 201 (1390) |
| 390 | 412 | 42 | 71.5 | - | 194 (1340) |
| 381 | 402 | 41 | 70.9 | - | 188 (1300) |
| 371 | 392 | 40 | 70.4 | - | 182 (1250) |
| 362 | 382 | 39 | 69.9 | - | 177 (1220) |
| 353 | 372 | 38 | 69.4 | - | 171 (1180) |
| 344 | 363 | 37 | 68.9 | - | 166 (1140) |
| 336 | 354 | 36 | 68.4 | - | 161 (1110) |
| 327 | 345 | 35 | 67.9 | - | 156 (1080) |
| 319 | 336 | 34 | 67.4 | - | 152 (1050) |
| 311 | 327 | 33 | 66.8 | - | 149 (1030) |
| 301 | 318 | 32 | 66.3 | - | 146 (1010) |
| 294 | 310 | 31 | 65.8 | - | 141 (970) |
| 286 | 302 | 30 | 65.3 | - | 138 (950) |
| 279 | 294 | 29 | 64.6 | - | 135 (930) |
| 271 | 286 | 28 | 64.3 | - | 131 (900) |
| 264 | 279 | 27 | 63.8 | - | 128 (880) |
| 258 | 272 | 26 | 63.3 | - | 125 (860) |
| 253 | 266 | 25 | 62.8 | - | 123 (850) |
| 247 | 260 | 24 | 62.4 | - | 119 (820) |
| 243 | 254 | 23 | 62.0 | - | 117 (810) |
| 237 | 248 | 22 | 61.5 | - | 115 (790) |
| 231 | 243 | 21 | 61.0 | - | 112 (770) |
| 226 | 238 | 20 | 60.5 | - | 110 (760) |
| 240 | 240 | - | 61.5 | 100 | 116 (800) |
| 234 | 234 | - | 60.9 | 99 | 114 (785) |
| 228 | 228 | - | 60.2 | 98 | 109 (750) |
| 222 | 222 | - | 59.5 | 97 | 104 (715) |
| 216 | 216 | - | 58.9 | 96 | 102 (705) |
| 210 | 210 | - | 58.3 | 95 | 100 (690) |
| 205 | 205 | - | 57.6 | 94 | 98 (675) |
| 200 | 200 | - | 57.0 | 93 | 94 (650) |
| 195 | 195 | - | 56.4 | 92 | 92 (635) |
| 190 | 190 | - | 55.8 | 91 | 90 (620) |
| 185 | 185 | - | 55.2 | 90 | 89 (615) |
| 180 | 180 | - | 54.6 | 89 | 88 (605) |
| 176 | 176 | - | 54.0 | 88 | 86 (590) |
| 172 | 172 | - | 53.4 | 87 | 84 (580) |
| 169 | 169 | - | 52.8 | 86 | 83 (570) |
| 165 | 165 | - | 52.3 | 85 | 82 (565) |
| 162 | 162 | - | 51.7 | 84 | 81 (560) |
| 159 | 159 | - | 51.1 | 83 | 80 (550) |
| 156 | 156 | - | 50.6 | 82 | 77 (530) |
| 153 | 153 | - | 50.0 | 81 | 73 (505) |
| 150 | 150 | - | 49.5 | 80 | 72 (495) |
| 147 | 147 | - | 48.9 | 79 | 70 (485) |
| 144 | 144 | - | 48.4 | 78 | 69 (475) |
| 141 | 141 | - | 47.9 | 77 | 68 (470) |
| 139 | 139 | - | 47.3 | 76 | 67 (460) |
| 137 | 137 | - | 46.8 | 75 | 66 (455) |
| 135 | 135 | - | 46.3 | 74 | 65 (450) |
| 132 | 132 | - | 45.8 | 73 | 64 (440) |
| 130 | 130 | - | 45.3 | 72 | 63 (435) |
| 127 | 127 | - | 44.8 | 71 | 62 (425) |
| 125 | 125 | - | 44.3 | 70 | 61 (420) |
| 123 | 123 | - | 43.8 | 69 | 60 (415) |
| 121 | 121 | - | 43.3 | 68 | 59 (405) |
| 119 | 119 | - | 42.8 | 67 | 58 (400) |
| 117 | 117 | - | 42.3 | 66 | 57 (395) |
| 116 | 116 | - | 41.8 | 65 | 56 (385) |
| 114 | 114 | - | 41.4 | 64 | - |
| 112 | 112 | - | 40.9 | 63 | - |
| 110 | 110 | - | 40.4 | 62 | - |
| 108 | 108 | - | 40.0 | 61 | - |
| 107 | 107 | - | 39.5 | 60 | - |
| 106 | 106 | - | 39.0 | 59 | - |
| 104 | 104 | - | 38.6 | 58 | - |
| 103 | 103 | - | 38.1 | 57 | - |
| 101 | 101 | - | 37.7 | 56 | - |
| 100 | 100 | - | 37.2 | 55 | - |
