Stud is a fastener which is threaded at both ends with an unthreaded shank in between. Usually one end is secured into a tapped hole (into component) and the other is used with a nut. Information about them is given in this article.
Metric Studs
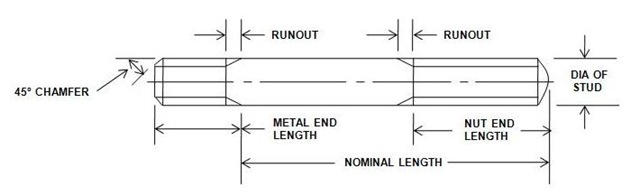
The end of a stud which is secured in a tapped hole is called metal end (also known as tap end) of the stud. Generally this end has a thread tolerance which results in thread interference. If normal thread is required at this end, it shall be specified in purchase order. The other end is called as nut end.
Metric double end studs are NOT called out by their overall length. To calculate overall length (total length) of a metric double ended stud, add the metal end length to the nominal length.
Metal end length of a stud is a multiple of nominal diameter of a stud (d). The value of multiplier is different for different standard / types. The value of multiplier for various DIN standards is as under.
| DIN Standard Number | Multiplier |
|---|---|
| 938 | 1.0 |
| 939 | 1.25 |
| 940 | 2.5 |
| 835 | 2.0 |
Thus as per DIN 939, metal end length of M12 stud will be 12 x 1.25 = 15 mm.
General guidelines for calculating nut end length of a stud which is based on nominal length (L) are as under.
| Nominal Length (L) | Nut End Length |
|---|---|
| L < 2d + 6 mm | Fully threaded |
| 2d + 6 mm ≤ L < 125 mm | 2d + 6 mm |
| 125 mm ≤ L < 200 mm | 2d + 12 mm |
| L ≥ 200 mm | 2d + 25 mm |
Stud lengths as per DIN 835
Various lengths of a stud (for M5 to M16) as per DIN 835 are as under.
Notes:
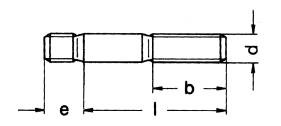
As multiplier = 2.0 for DIN 835, e = 2d
For nominal length less than 125 mm, Nut End Length (b) = 2d + 6 mm
Nominal Length = l
Overall Length = l + e
| Stud Size | M5 | M6 | M8 | M10 | M12 | M14 | M16 |
|---|---|---|---|---|---|---|---|
| Thread Pitch (coarse) | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 |
| Nut End Length (b) | 16 | 18 | 22 | 26 | 30 | 34 | 38 |
| Metal End Length (e) | 10 | 12 | 16 | 20 | 24 | 28 | 32 |
|
|
Information on IS 1862
IS: 1862 covers the requirements for studs in the diameter range from 3 to 39 mm.
Three types of studs are specified in the standard as under.
Type A:- Recommended for use in Steel.
Type B:- Recommended for use in Cast Iron.
Type C:- Recommended for use in Aluminium Alloys.
The dimensions for the metal end of the stud shall conform to those specified in IS 2186 – ISO Metric external screw threads for interference fit applications. Approximate length of metal end of a stud having nominal diameter d shall be as under.
Type A = 1.0d
Type B = 1.5d and
Type C = 2.0d
Nut end length may be calculated using general guidelines given above in this article.
Studs shall be designated by the name, type, size, nominal length, number of this standard, grade and symbol for mechanical property class. Thus a stud of Type B, 6 mm nominal diameter, 30 mm nominal length, product grade A and made of steel having property class 8.8 shall be designated as under.
Stud B M6 x 30 IS-1862 – A – 8.8
Threaded Rods
Fully threaded rods are also available for general purpose. They are available in variety of materials and with variety of surface treatment (plating). As per DIN 975, they are available in standard length of 1.0 meter. Rods of 2.0 and 3.0 meter lengths are also supplied.
Studs as per Unified (inch) standards
Unified studs are threaded in accordance with ANSI B 1.1.
Information about studs made as per unified (inch) standard is as under.
Continuous Thread Studs
Continuous-thread studs are threaded from end to end and are often used for flange bolting with two nuts. There are two types as under.
Type 1
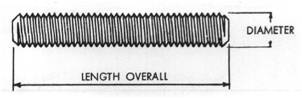
They are used for general purpose. The length of this type is measured from end to end. Threads are UNRC-2A.
Type 2
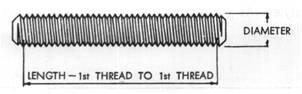
They are used for high temperature-pressure piping. These studs are made to the dimensional standard requirements of ANSI B16.5 and have a length measurement requirement different from all other studs, i.e., the length is measured from first thread to first thread, exclusive points. Points are flat and chamfered. Threads are UNRC-2A for all sizes 1 in. and under and 8UNR-2A for all sizes over 1 in. They are made from material as per ASTM A-193, Grade B7 specification. Nuts for these studs are made from material as per ASTM A-194, Grade 2H specification. Nuts are threaded as per UNC-2B.
Partially threaded studs
There are two types of stud as under.
Tap-end Studs
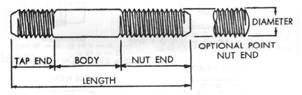
Tap-end studs have a short thread on one end, called the tap end which is threaded to a Class NC5 or Class UNRC-3A fit. This end is for screwing into a tapped hole. The other or nut end is threaded with a Class UNRC-2A fit. Length of the stud is measured overall. The tap end has a chamfered point, but the nut end may have either a chamfered or round point, at the manufacturer's option.
Double-end Studs
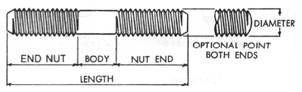
Double-end studs have equal-length threads on each end to accommodate a nut and are threaded to a Class 2A fit. Length of stud is measured overall. Both ends have chamfered points, but round points may be furnished on either or both ends at the manufacturer's option. Double-end studs are used for flange bolting or other applications where torching from both ends is necessary or desirable.
