The purpose of a locking device is to prevent the loosening of mating components which may be operating in conditions of varying stress, temperature or vibration. Information about commonly used locking devices like Nylock Nuts, Castle Nuts, Heli Coil Inserts, Spring Washer, Tab Washers, etc. is given in this article. Special care shall be taken during maintenance to verify component healthiness and correct reinstallation when the effectiveness of the locking device is critical for the safety of persons / system.
There are two main principles used for locking devices – friction and positive locking. It should be noted that locking systems using friction should be selected with care because under high vibration friction between adjacent surfaces can be significantly reduced. With positive locking device e.g. use of tab washer very high reliability results provided the locking device is used correctly.
Lock Nut /Jam Nut
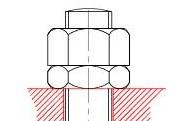
The term is used for thin nuts used to lock a thicker nut. Usually a thin nut is fixed above a normal nut. It is recommended by many persons that the thin nut should be adjacent to the joint surface and tightened against the thick nut as shown above. As per them, if thin (lock) nut is placed on top of the thick nut the thin nut would sustain loads it was not designed to sustain. The lock nut principle can also be used to fix a nut in any position on the male screw thread and therefore create a shoulder.
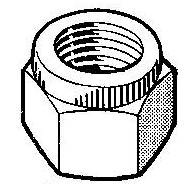
Nylock Nut

Usually nuts are free spinning, but Nylock nuts have a plastic or fiber collar set into the nut which is an interference fit on the male thread that causes resistance to nut turning. This resistance is called "prevailing torque". Prevailing torque is the torque required to turn the nut. The prevailing torque does not go toward tightening the bolt. On assembly the male thread forces its way through the collar and the resultant friction restricts the tendency to unscrew.
The rule of thumb is to add the prevailing torque to the torque value when applying torque to a Nylock nut. This is because the prevailing torque doesn't contribute to bolt tightening. You can use torque wrench to measure Nylock nut torque and then add this value to the bolt's required torque. Usually you wouldn't add prevailing torque to the torque value published by the equipment manufacturer. The equipment manufacturer has already done this for you.
The prevailing torque locknut retains its locking ability even when the preload or tightening torque has been lost. The nylock nuts are more friendly to the threads, locks out moisture and prevents corrosion.
For more information on nylock nuts please refer IS 7002 (Identical to ISO 7040), Prevailing Torque Type Hexagon Nuts (With Non-Metallic Insert), Style 1 – Property Class 5, 8 and 10. The DIN standard number is 982.
All-metal Lock Nuts
As nylock nuts are not suitable in areas exceeding 120 degrees C, for high temperature application all-metal lock nuts are used. Various types of all-metal lock nuts are as under.
Distorted Thread Nut (CLEVELOC Nut)
In this type of nut, the collar of the nut has been slightly crushed at the top to make it oval. When the round bolt reaches the oval portion of the nut it springs the nut back round. This spring action grips the bolt and adds friction that prevents loosening. Such type of nut is also known as Cleveloc nut. Cleveloc is a registered trade name of Forest Fasteners.
Spring Beam Nut (FLEXLOC Nut)

This type of nut has thin slots cut down through the top few threads with the resulting fingers bent slightly inward. At installation, the bolt springs the fingers out and the fingers grip the bolt with a prevailing torque. This type of lock nut is also known as FLEXLOC nut. FLEXLOC is a trademark of SPS Technologies. For more information please visit website of SPS Technologies – http://www.spstech.com
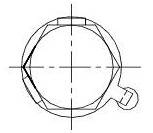
Slotted Nut
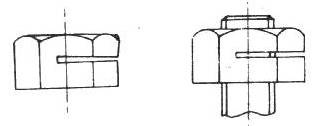
In slotted nut, a slot is machined into the nut and the nut is deformed to compress the slot as shown above. When the nut is tightened onto the male thread it forces the nut back to its original geometry. The thread system is locked by the built in friction.
Slotted / Castle Nuts
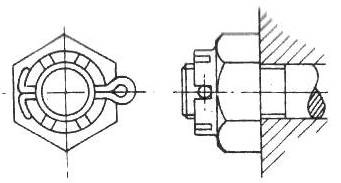
These nuts have slots in the top face. The nuts are fully tightened and a hole is drilled through the male thread to align with one of the slots. Split cotter pin is then inserted through the nut and the male thread and bent to hold it in position. This is a very effective and positive locking device but is expensive to install.
For more information on slotted / castle nuts please refer IS 2232, Specification for Slotted and Castle Nuts. This standard prescribes the requirements of precision and black grades of slotted and castle nuts in the following diameter ranges.
Precision grade slotted nuts: 4 to 39 mm
Black grade slotted nuts: 12 to 33 mm and
Precision and black grades castle nuts: 12 to 100 mm.
Durlok® self-locking system

Durlok® nuts and bolts have serrations on nut face and below bolt head. These serrations prevent fasteners from loosening. Durlok® is a trademark of Unbrako. For more information on Durlok®, please visit website of Unbrako – http://www.unbrako.in.
Heli-Coil Screw Lock Inserts

There are two designs of Heli-Coil inserts. STANDARD type provides a smooth free-running thread. SCREW-LOCK type provides self-locking torque on the male member by a series of straight segments / chords on one or more of the insert coils. For more information on Heli-Coil inserts, please visit website – http://www.helicoil.in or http://www.emhart.com.
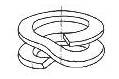
Spring Washers
 |
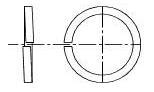 |
They are double or single coils of rectangular or square section made from spring steel. The washers prevent rotation of the nut or bolt by the two ends digging into the surface of the two adjacent faces. Since they are not highly reliability, they are generally used for non-critical applications. For more information on single coil spring washer please refer IS 3063, Fasteners – Single coil rectangular section spring lock washers – Specification. This standard covers requirements for single coil rectangular section spring lock washers suitable for use with bolt/nut assemblies involving fasteners of property class 5.8 or less in the size range 2 to 100 mm.
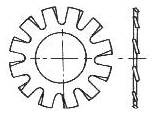
Star Washers
 |
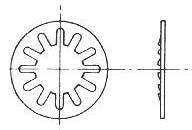 |
These washers are generally made from spring steel with serrations either on the inside or the outside diameter. Since they are not highly reliability, they are generally used for non-critical applications. They are also known as Shakeproof or Multi-tooth lock washers. For more information on star washer please refer IS 5371, Specification for – Multi-tooth Lock Washers. It covers the requirements for multi-tooth lock washers for use with screws in the diameter range 1.6 to 30 mm.
Tab washers
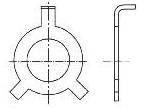 |
 |
 |
Tab washers are thin metal washers designed with tabs which project from the outside diameter. The washer is placed below the head of the bolt or the nut and following tightening one or two tabs are bent upwards against the flats of the bolt/nut head. The remaining tab is bent down into a suitable hole in the surface being fastened or over a local edge, if one is available. For more information on tab washers please refer IS 8068, Specification for Tab Washers. It covers the requirement for tab washers of two types for locking bolts and nuts in the bolt diameter range 3 to 52 mm.
As this methods fix the nut or bolt head to the adjacent surface, use two tab washers (one for bolt and other for nut) to lock a set of fastener if the other component is not secured by some other method.
Thread Locking Adhesives
A modern trend is to use engineered adhesives. These are simply applied to the threaded component prior to assembly. The type of adhesive selected will depend on the need for a assembly – permanent or an assembly which requires dismantling. The most well known manufacturer of these systems is Henkel Loctite. For more information on this, please refer an article on it – Anaerobic and Cyanoacrylate Adhesives (in Products Category).
CAUTION:
Many locking devices are single use items and there is always the risk that during an activity requiring screw removal and replacement the maintenance department may not have the same replacement locking device in stock. There is tendency to re-use the existing item. This will result is the screws being re-assembled such that they are not firmly locked.
It is a good practice to ensure that new locking devices are available before critical maintenance work is taken up.
