Information about wire rope unloading, storage, handling, installation, operation, lubrication, inspection, maintenance and possible causes for rope faults is given in this article to get best service from it.
Unloading
Whenever handling wire rope, take care not to drop reels or coils. This can damage wire rope and collapse the reel, making removal of the wire rope extremely difficult. Rope in a coil is unprotected and may be seriously damaged by dropping.
Storage
Wire ropes should be stored in a well ventilated, dry building or shed and shall not be in contact with the floor. If it is necessary to store them outside, cover them so that moisture cannot induce corrosion. The place should be free from dust, moisture and chemical fumes. To protect the wooden reels from the attack of termites, the floor should be cemented. Turning the reel occasionally, about half a turn, helps prevent migration of the rope lubricant. If ropes are to be stored for long time, it is advisable to examine them periodically and to apply dressing of lubricant to the top layer of rope on the drum.
Handling
Care must be taken when removing wire rope from reels or coils. When removing the rope from the reel or coil, the reel or coil MUST rotate as the rope unwinds. The Following illustrations demonstrate the right and wrong way of unreeling a rope.
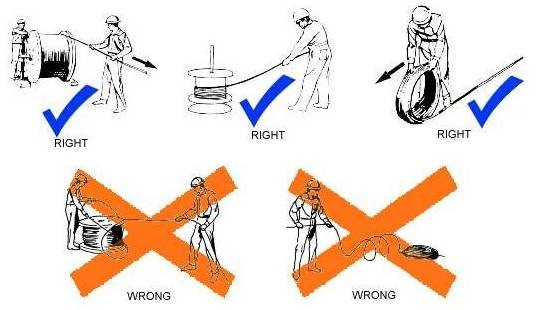
For unreeling a reel, a spindle should be put through the reel and its ends jacked up to allow free rotation of the reel when the rope end is pulled. Rope in coil should be paid out from a turntable. Alternatively, where a coil is of short length, the outer end of the coil may be made free and the remainder rolled along the ground. Any attempt to unwind a rope from stationary reel or coil WILL result in a kinked rope. Looping the rope over the flange of the reel or pulling the rope off a coil while it is lying on the ground will create loops in the rope. If these loops are pulled tight, kinks will result.

A kink is a permanent deformation or reshaping of rope. Kink leads to imbalance of lay length which will cause excessive wear. In severe cases, the rope will be so distorted that it will have only a small proportion of its strength. Thus a kink in wire rope results into premature wire rope failure. One of the most common causes for its formation is improper uncoiling and unrelling. If for any reason, a loop does form, ensure that it does not tighten to cause a kink which may lead to distortion of the rope.
When reeling wire rope from one reel to another or during installation on a drum it shall always bend in the same direction: i.e. pay out from the top of the reel to the top of the other reel, or from the bottom of the reel to the bottom of the other reel as illustrated below.
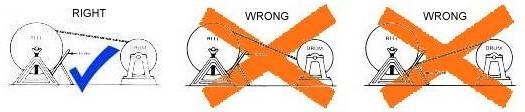
Reeling from top to bottom or from bottom to top can put a reverse bend into wire rope and must be avoided.
Seizing
If wire rope is required to be cut, it shall be seized before cutting. Seizing is warping of soft iron wire around a wire rope to prevent its wires from “flying apart” when the wire rope is cut between two adjacent seizing. Proper seizings must be applied on both sides of the place where the cut is to be made. Two or more seizing are required on each side. Either of the following seizing methods is acceptable. Method No. 1 is usually used on wire ropes over one inch in diameter. Method No. 2 is applied to ropes one inch and under.

For Method No. 1, place one end of the seizing wire in the valley between two strands. Then turn its long end at right angles to the rope and closely and tightly wind the wire back over itself and the rope until the proper length of seizing has been applied. Twist the two ends of the wire together to complete seizing. For Method No. 2, wind the wire on the rope until the proper length of seizing has been applied. Twist the two ends of the seizing wire together to complete seizing.
The length of seizing and the diameters of the wires used for seizing depend on the wire rope diameter. Length of seizing shall be greater than two times the rope diameter. Suggested seizing wire diameters are as under.
| Wire Rope Diameter in mm | Suggested Seizing Wire Diameter in mm |
|---|---|
| 3 to 8 | 0.8 |
| 9 to 15 | 1.2 |
| 16 to 24 | 1.5 |
| 25 to 33 | 2.0 |
| 34 to 43 | 2.5 |
| 44 and larger | 3.0 |
After cutting the rope it is a good practice to braze rope ends to ensure that they don't unravel. Leave the seizings on the rope for added holding strength. As cutting a rope with a torch may result in uneven ends, it may be cut by wire rope cutter (in case of small size ropes) or by grinding. Sometime rope ends are seized with hose clamps.
Installation and Commissioning
It is important to maintain the manufactured condition of the rope. Take care to prevent turn being put in or taken out of the rope. If turn is put in, core protusion is likely whereas if turns are taken out, bird caging of outer wires may occur.
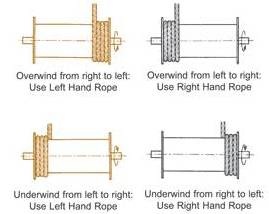
Installation of wire rope on a plain or grooved drum requires a great deal of care. Whenever practicable, not more than one layer of rope should be wound on a drum. Be sure to use the correct rope lay direction for the drum. This applies to smooth, as well as grooved drums. The easiest way to identify correct match between rope and drum is to look alongside the drum axis and the rope axis. The direction of rope lay and drum groove must be opposite to each other.
Winding of rope on Grooved Drums
For grooved drums, lay of rope and drum groove should look as under.

Winding of rope on smooth or flat faced drums
For flat drum, laying rope as shown below will result in rope lay and slop of rope on drum to look opposite to each other.
Rope Winding
Make certain that wire rope is properly attached to the drum. The lay of the rope shall not be disturbed during installation, i.e. turn should not be put in nor taken out of the rope. Start winding the rope in a straight helix angle. To assist with this, some drums have a tapered steel part attached to one flange which 'fills' the gap between the first turn and the flange as shown below.

The first layer must be wound tight and under tension. Take a mallet or a piece of wood and tap the wraps tightly against each other such that the rope can't be shifted on the drum. They should not be so tight that the rope strands interlock. A too tightly wrapped first layer will not allow the next layers to have enough space between wraps. In such cases rope strands in second layer will also get interlocked as shown below.

Poor coiling in a drum can result in jerking of the load as it is lowered. If the first layer is wound too loose, the next layer will wedge a gap into the first layer causing that layer to 'pull in' as shown below.

In any case, the first layer, as well as all of the layers, must be wound on to the drum with sufficient pre-tension (about 5-10% of the rope's WLL). If wound with no tension at all, the rope is subjected to premature crushing and flattening caused by the 'under load' top layers as shown below.

For winding on grooved drums, follow the same procedure as for smooth drums.
Commissioning
After installing a new rope, it is necessary to run it through its operating cycle several times (known as break in period) under light load (approximately 10 % of the Working Load Limit) and at reduced speed. Start with light loads and increase it gradually to full capacity. This allows the rope to adjust itself to the working conditions and enable all strands and wires to become seated. Depending on rope type and construction some rope stretch and a slight reduction in rope diameter will occur as the strands and core are compacted. The initial stretch (constructional stretch) is a permanent elongation that takes place due to slight lengthening of the rope lay and associated slight decrease in rope diameter. Constructional stretch generally takes place during the first 10-20 lifts, and increases the rope length by approximately ½ % for fiber core rope, ¼ % for 6-strand steel core rope, and approaches zero % for compacted ropes.
Wire Ropes are usually made slightly larger than nominal diameter to allow for reduction in size which takes place due to the compacting of the structure under load (break in period). Keep a record of the new rope diameter after break in period for future reference.
Equipment Testing
In many cases the equipment has to be tested prior to use. Proof testing requires to purposely overloading the equipment to varying degrees. The magnitude of overloading depends on specification and which governing authority certifies the equipment. The test may impose an overload of between 10% and 100% of the equipment's rated capacity. Under NO circumstances must the equipment be tested prior to the break in procedure of the wire rope. If you overload a rope which has not yet been broken in, you may inflict permanent damage to the rope.
After testing (overloading) you have to repeat the spooling procedure as outlined above for sufficient pre-tension in rope.
Operation
Equipment consisting of wire ropes shall be operated a by well-trained operator only. A well-trained operator can prolong the service life of equipment and reduce costs by avoiding the potentially hazardous effects of overloading equipment, operating it at excessive speeds, taking up slack with a sudden jerk, and suddenly accelerating or decelerating equipment. The operator can look for causes and seek corrections whenever a danger exists. He or she can become a leader in carrying out safety measures – not merely for the good of the equipment and the production schedule, but, more importantly, for the safety of everyone concerned.
It is a common practice to leave a crane idle from one day to another or over a week end, with the rope at one position. This practice should be varied; otherwise the same part of the rope is constantly left on a bend leading to faster deterioration of that part of the rope.
Lubrication
Lubrication keeps rope flexible and enables wires to move in relation to each other. It also resists corrosion.
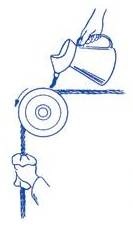
Although every rope is lubricated during manufacture, to lengthen its useful service life it must also be lubricated "in the field." A rope dressing of grease or oil shall be applied during installation. Subsequently the wire rope shall be cleaned and relubricated at regular intervals before the rope shows signs of dryness or corrosion. Wire rope may be cleaned by a wire brush, waste or by compressed air to remove all the foreign material and the old lubricant from the valleys between strands and wires. After cleaning the rope, it should never be cleaned using thin oils like kerosene or gasoline as it may penetrate into the core and do away with the internal lubrication. The use of relatively fluid dressings is sometimes preferred, which can easily penetrate between the outer wires of the rope, and displace any water, which may have entered. New lubricant may be applied by a brush or may be dripped on to the rope preferably at a point where the rope opens because of bending as shown below.
When ropes are to be stored for prolonged periods or used for special operating conditions, the heavier bituminastic type of dressing is preferable to low viscosity dressings, which tend to drain off the rope, thus exposing it to corrosion.
The lubricant used must be free from acids and alkalies and should have good adhesive strength (should be such that it cannot be easily wiped off or flung off by centrifugal force). It should be able to penetrate between the wires and strands. It should not decompose, have high film strength and resist oxidation.
Frequency of lubrication depends on operating conditions. The heavier the loads, the greater the number of bends, or the more adverse the conditions under which the rope operates, the more frequently lubrication will be required.
Inspection and Maintenance
It is essential to inspect all running ropes at regular intervals so that the rope is discarded before deterioration becomes dangerous. In most cases there are statutory and/or regulatory agencies whose requirements must be adhered to. As life of wire rope is affected by condition of drum and sheaves, their inspection and maintenance also shall be carried out.
Inspection
Regular external and internal inspection of a rope shall be carried out to check for its deterioration due to fatigue, wear and corrosion. It should be checked for the following criteria. The individual degrees of deterioration should be assessed, and expressed as a percentage of the particular discard criteria. The cumulative degree of deterioration at any given position is determined by adding together the individual values that are recorded at that position in the rope. When the cumulative value at any position reaches 100 %, the rope should be discarded.
Broken Wires

The occasional premature failure of a single wire shortly after installation may be found in the rope life and in most cases it should not constitute a basis for rope removal. Note the area and watch carefully for any further wire breaks. Remove the broken ends by bending the wire backwards and forwards. In this way the wire is more likely to break inside the rope where the ends are left tucked away between the strands. These infrequent premature wire breaks are not caused by fatigue of the wire material
The rope must be replaced if a certain number of broken wires are found which indicate that the rope has reached its finite fatigue life span. Wire rope removal/retirement criteria based on number of broken wires are given in ASME B30 and ISO 4309 specifications.
Tensile wire breaks are characterized by their typical 'cup and cone' appearance as shown below. The necking down of the wire at the point of failure to form the cup and cone indicates that the failure has occurred while the wire retained its ductility.

Fatigue wire breaks are typically squared off straight across the wire as shown below.

Under normal operating conditions single wires will break due to material fatigue on the crown of a strand. Crown breaks originate at the outside of the rope at the contact point between rope and sheave/drum as shown below.

The broken wires should be removed as soon as possible by bending the broken ends back and forth with a pair of pliers.
Valley breaks originate inside the rope and are seen in the valley between two strands. Valley breaks hide internal wire failures at the core or at the contact between strand and core. Valley break may indicate internal rope deterioration, requiring closer inspection of this section of rope. Picture of a rope with valley brake wires is given below.

Crown breaks are signs of normal deterioration, but valley breaks indicate an abnormal condition. Generally extreme notching and countless wire breaks is found in core (complete core failure) when valley breaks are noticed. Such condition will result in catastrophic rope failure and hence it is recommended to remove wire rope from service even if a single valley wire break is detected.
All wire rope removal/retirement criteria are based on fatigue wire breaks located at the crown of a strand. Table as per ASME specification showing maximum number of broken crown wires is as under. The removal criteria are based on the use of steel sheaves.
| Specification | Equipment | Running Ropes* Number of allowable broken wires in |
Rotation Resistant Ropes* Number of allowable broken wires in |
Standing Ropes* Number of allowable broken wires |
||||
|---|---|---|---|---|---|---|---|---|
| Standard | Vers. | 1 rope lay | 1 strand in 1 lay | 1 rope lay | 1 strand in 1 lay | in 1 lay behind end connection | at end connection | |
| AMSE/B30.2 | 2001 | Overhead and Gantry Cranes | 12 | 4 | - | - | - | - |
| AMSE/B30.3 | 1995 | Hammerhead Tower Cranes | 12 | 4 | 4 | 2 | - | - |
| AMSE/B30.5 | 1995 | Mobile and Locomotive Cranes | 6 | 3 | 2 | 4 (in 30xd) | - | - |
| AMSE/B30.6 | 1995 | Derricks | 6 | 3 | - | - | 3 | 2 |
| AMSE/B30.7 | 2001 | Base Mounted Hoists | 6 | 3 | - | - | 3 | 2 |
| AMSE/B30.8 | 1995 | Floating Cranes and Derricks | 6 | 3 | - | 4 | 3 | 2 |
| AMSE/B30.16 | 1997 | Overhead Hoists (Underhung) | 12 | 4 | - | - | 2 | - |
* Also remove if you detect one (1) wire broken at the contact point with the core or adjacent strand; so called 'valley' breaks.
Broken wires at termination
Broken wires at or near the termination indicates high stresses at that position. It can be due to incorrect fitting of the termination. The cause of this deterioration shall be investigated and the termination remade by shortening the rope if sufficient length remains for further use. If this is not possible, the rope shall be discarded.
Rate of increase of broken wires
In applications where major cause of rope deterioration is fatigue, broken wires will appear after a certain period of use and the number of breaks will progressively increase with usage time. In such cases it is recommended that careful periodic examination and recording of the number of broken wires is carried out with a view to establish the rate of increase in the number of broken wires. The trend can be used to plan wire rope replacement.
Failure of a strand
Rope shall be immediately discarded if a stand is found broken.
Worn wires
The round outer wires of standard wire rope will become flat on the outside due to friction when they come in contact with drums, sheaves, or other abrasive matter like sand or gravel. This is part of normal service deterioration. As shown below, when the surface wires are worn by 1/3 or more of their diameter, the rope must be replaced.

Rope Diameter
There will be always a normal continuous small decrease in diameter throughout the rope's service life. Diameter reduction after the break in period is often due to excessive abrasion of the outside wires, internal or external corrosion, inner wire failures and/or inner wire abrasion and deterioration of a fibre core / fracture of a steel core. When core deterioration occurs, it is revealed by a more rapid reduction in diameter. Rope shall be replaced when core deterioration is observed.
Corrosion
Corrosion, while difficult to evaluate, is a more serious cause of degradation than abrasion. It reduces the breaking strength of the rope by reducing the metallic cross-sectional area, and also accelerates fatigue by causing surface irregularities which lead to stress cracking. Usually, it signifies a lack of lubrication. Corrosion often occurs internally before there is any visible external evidence on the rope surface. Corrosion also prevents the rope's component parts from moving smoothly.
Deformations
Visible distortion of the rope from its normal shape is termed “deformation” or damage. It is not repairable. It leads to uneven stress distribution in the rope. The magnitude of the deformation may vary from a slight cosmetic damage to total destruction of the wire rope. Kink, crushing, birdcage (also know as basket or lantern formation), core or strand protrusion and wire protrusion are various types of deformations.
Crushing or flattening of the strands can be caused by a number of different factors. These problems usually occur on multilayer spooling applications. Generally crushing conditions occur because of improper installation of the wire rope.
Birdcage is a result of a difference in length between the rope core and the outer layer of strands. Different mechanisms can produce this deformation. For example, when a rope is running over a sheave or onto the drum under a large fleet angle, it will touch the flange of the sheave or the drum groove first and then roll down into the bottom of the groove. This characteristic will unlay the outer layer of strands to a greater extent than the rope core, producing a difference in length between these rope elements. Shock loading also leads to birdcage formation. A birdcage looks as shown below.

Core or strand protrusion is a special type of birdcage in which the rope imbalance is indicated by protrusion of the core between the outer strands, or protrusion of an outer strand of the rope or strand from the core. A photograph of core protrusion is shown below.

In wire protrusion, certain wires or groups of wires rise up in the form of loops.
Damage due to heat or electric arcing
Ropes that have got damaged due to heat, externally recognized by the rope color or damaged due to electric arcing shall be immediately discarded.
Maintenance
As wire rope performance depends upon the condition of the equipment on which it operates, to increase life of a wire rope, corrective actions shall be taken after checking of wire rope at cross points, wedge sockets and other components of a machine like sheave and drums as under.
Crossover Points
On multiple layer drums, wire rope will wear out at the crossover points from one wrap to the next. At these crossover points, the rope is subjected to severe abrasion and crushing as it is pushed over the rope 'grooves' and rides across the crown of the layer beneath as shown below.

In order to extend the rope's working life, shortening of the rope at the drum anchoring point of approx. 1/3 of the drum circumference, moves the crossover point to a different section of the rope. Now, a rope section previously not subjected to scrubbing and crushing will take the workload
Inspect wedge socket if used, and shift the area of contact by pulling out the rope.
Drum and Sheave Grooves
Examine the grooves for wear. To check the contour and amount of wear, use a gauge. The gauge should contact the groove for about 120 to 150 degrees as shown below.

Worn grooves cause pinching, abrasion, and bird-caging of the ropes.
A sheave with a flat spot throws a “whip” into the rope at every sheave revolution. This may cause wire fatigue.
If the groove has worn out or developed a flat spot, machine or replace it. A sheave shall be checked after machining for hardness. Reharden it if required.
Broken Flanges and Side Wear
Replace the sheaves with broken flanges as it enables wire rope to jump the sheave and become badly cut or sheared. If sheaves are wearing on one side, correct the alignment.
Condition of Sheave Bearings
Check the sheave / bearings for ease of rotation and wear. Worn bearings cause vibration in the rope, increasing wire fatigue. Repair the bearings or replace the sheave.
Rope Faults and Possible Causes
List of possible causes for different type of rope faults are as under.
| Type of Rope Fault | Possible Causes |
|---|---|
| Accelerated Wear | Severe abrasion from being dragged over the ground or obstructions. Rope not suitable for application (outer wires too small). Poorly aligned sheaves. Large fleet angle. Worn sheave with improper groove size or shape. Sheaves and rollers have rough surface. Stiff or seized sheave bearings. Lack of lubrication. |
| Localized Excessive Wear | Kinks / bends due to improper handling during installation. Rubbing against casing / other hard objects. |
| Rapid Appearance of Broken Wires | Rope not suitable for application (rope is not flexible). Reverse bends. Sheaves/drums too small. Overload and shock loads. Excessive rope vibration. Kinks that have formed and have been straightened out. Crushing and flattening of the rope. Sheave wobble. |
| Corrosion | Inadequate lubrication. Improper storage. |
| Kinks | Improper handling. Improper installation. |
| Bird Cage | Tight Sheaves. Rope is forced to rotate around its own axis. Sudden release of load. Shock loads. |
| Reduction in Diameter | Broken core. Overload. Internal wear. Corrosion. |
| Pinching and Crushing | Sheaves grooves too small. Not following proper installation procedure on multiple layer drums (Loose drum winding). |
| Stretch | Overload. Passed normal stretch and approaches failure. |
| Broken Wires near Fitting | Rope Vibration. Fittings are too close to sheave or drum. |
| Sheaves/Drums Wear Out | Material too soft. |
| Rope Unlays (Opens up) | Wrong rope construction. Rope end attached to a swivel. |
| Core Protrusion | Shock loading. Disturbed rope lay. |
| Rope Snapping (breakage) | Overload or shock load. Loss of elasticity. Severe rusting / corrosion. Broken sheave flange. |
| Burns | Sheave grove too small. Seized sheave bearings. |
